
こんにちは、管理人のウノケンです。
今回は、FDM 3Dプリンターの大敵であるオーバーハングをサポート材なしで克服する、
という手法を解説していきます。
本体から真横にせり出したオーバーハング構造は、その真下に支えがないため、通常はうまくプリントできません。
3Dプリントの経験がある方なら、誰もが一度は手を焼いてきた厄介な構造でしょう。
ところが、この難敵を克服するために編み出されたのが、今回紹介するウェーブオーバーハングです。
これを使えば、真横へ水平に伸びていく構造でさえ、支えなしでプリントできてしまいます。
この記事では、ウェーブオーバーハングの考え方から、AIコーディングエージェント「Codex」を使ったGコード生成での実践、そしてオープンソースの専用スライサーまで、まとめて紹介していきます。
- ウェーブオーバーハングの仕組み(なぜ支えなしで成立するのか)
- AIのGコード生成で試した豊富な90度オーバーハングのプリント例
- ウェーブオーバーハングに対応したオープンソースのスライサー
- 実際に試してわかった現状の注意点と限界
ぜひ最後まで読んで、新しいオーバーハング攻略の参考にしてみてください。
動画でウェーブオーバーハングの解説をチェックしたい方はこちら!
この記事の内容はYouTubeでも動画で解説しています。
実際の装置の動きを含めた、動画ならではの内容が盛りだくさんの解説をお楽しみください!

ウェーブオーバーハングとは?90度の壁を支えなしで実現する仕組み

まずは、
そもそもオーバーハングってなに?
ウェーブオーバーハングってどういうこと?
という基礎について、見ていきましょう。
そもそもオーバーハングはなぜ失敗するのか
まずは、オーバーハングがなぜ難しいのかを簡単におさらいしておきましょう。
オーバーハングとは、本体から真横にせり出した下に支えのない構造のこと。
FDMタイプの3Dプリンターは、溶けたフィラメントを一層ずつ積み上げていく方式となっています。
そのため、真下に土台がない場所にプリントしようとすると、フィラメントを空中で支えられず、垂れたり崩れたりしてしまいます。
角度が浅いうちはなんとかなりますが、90度に近い真横へ伸びるような構造はとくに失敗しやすい部分です。
こうした構造をプリントするには、通常はサポート材が欠かせません。
「波の回折」に着想を得たウェーブオーバーハング
オーバーハングを克服するために考え出されたのが、ウェーブオーバーハングという設計手法です。
この考え方はある論文で紹介されているのですが、細かい理論はさておき、重要なのはその発想です。
通常のオーバーハングをプリント品の真上から見ると、外側へ広がっていく途中で支えのないラインが空中に急に現れてしまいます。
この急に現れる部分が、オーバーハングを破綻させる一因になっています。
一方、ウェーブオーバーハングが着想を得たのは、「波の回折」という現象です。
波が障害物の裏側へ回り込んでいくように、構造を連続的に少しずつ広げていくことで、空中にいきなり線が現れる状況を避けられます。
その結果、支えがなくても破綻しにくい、なめらかなオーバーハングが成立するというわけです。
AIエージェント「Codex」でGコードを生成して試してみた
ここからは、ウェーブオーバーハングを実際に試した様子を見ていきましょう。
とはいえ、厳密に理論に基づいた実装をするわけではありません。
今回は、ChatGPTで知られるOpenAIのコーディングエージェント「Codex」を活用していきます。
波の伝搬に着想を得たウェーブオーバーハングの概念を伝え、Gコードの生成に応用してもらいました。
早速、生成したGコードを使用したプリント事例を4つ紹介していきましょう。
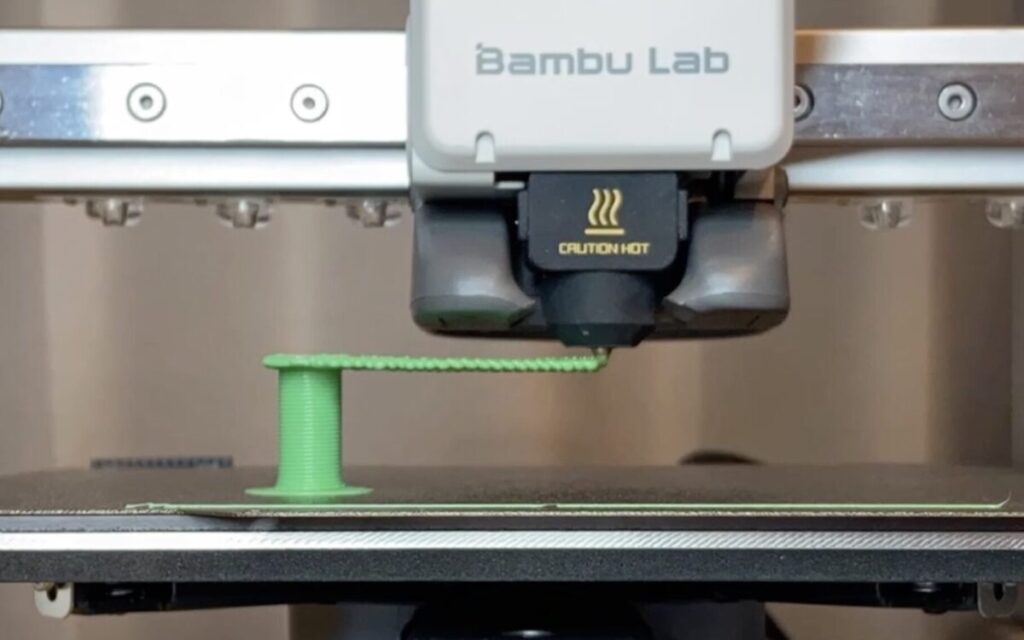
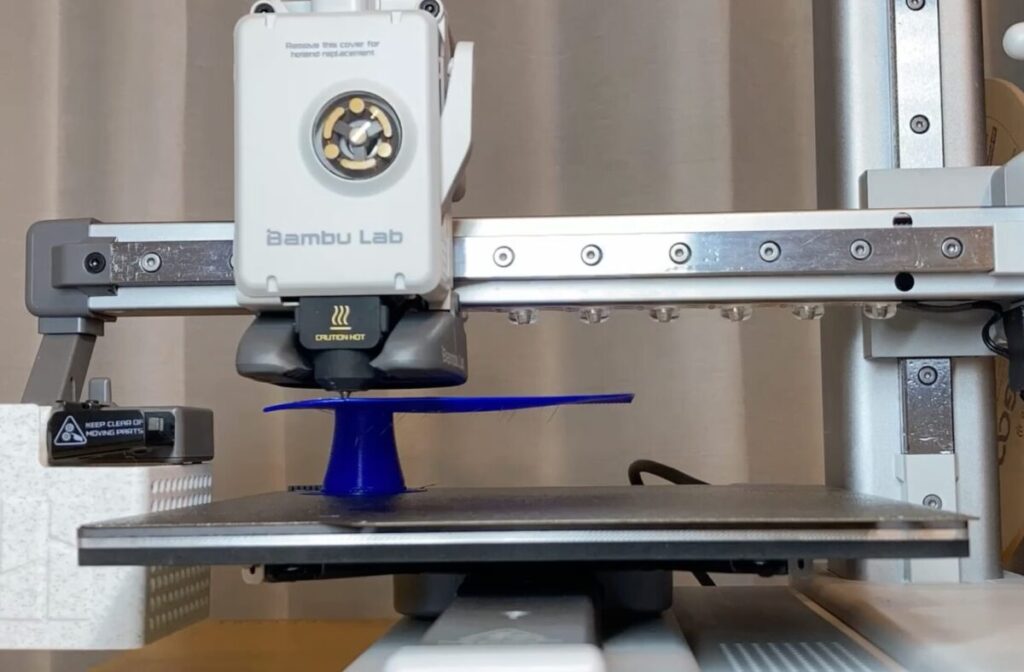
なお、この記事で紹介するモデルはすべて、Bambu Lab「A1 mini」に径の太い0.8mmホットエンドをセット。
オーバーハングでは冷却も重要なので、強力なファンで冷やしながらプリントしています。

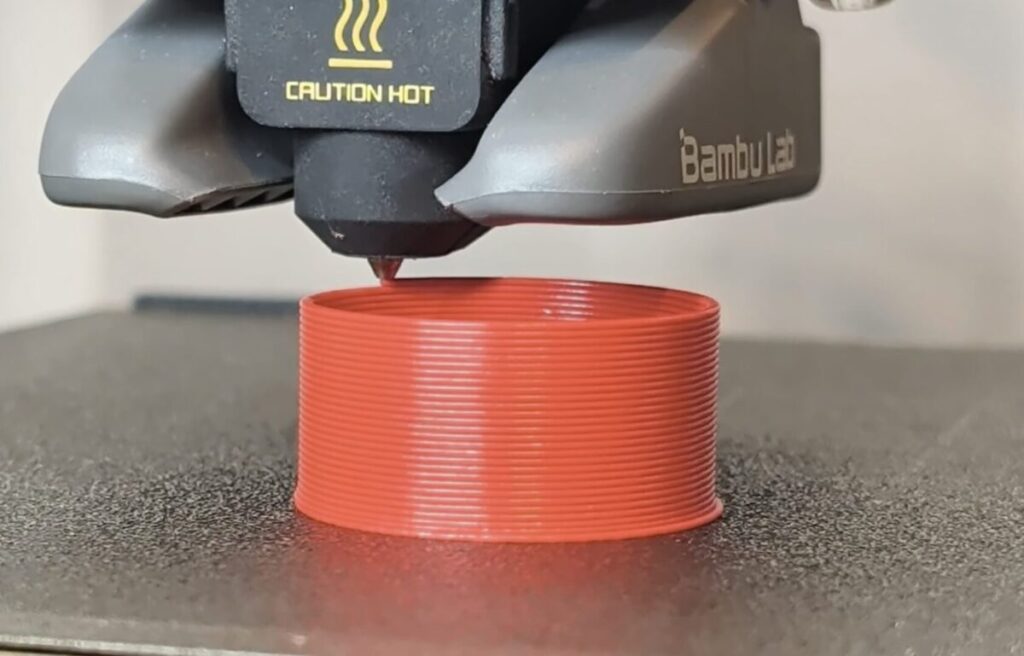
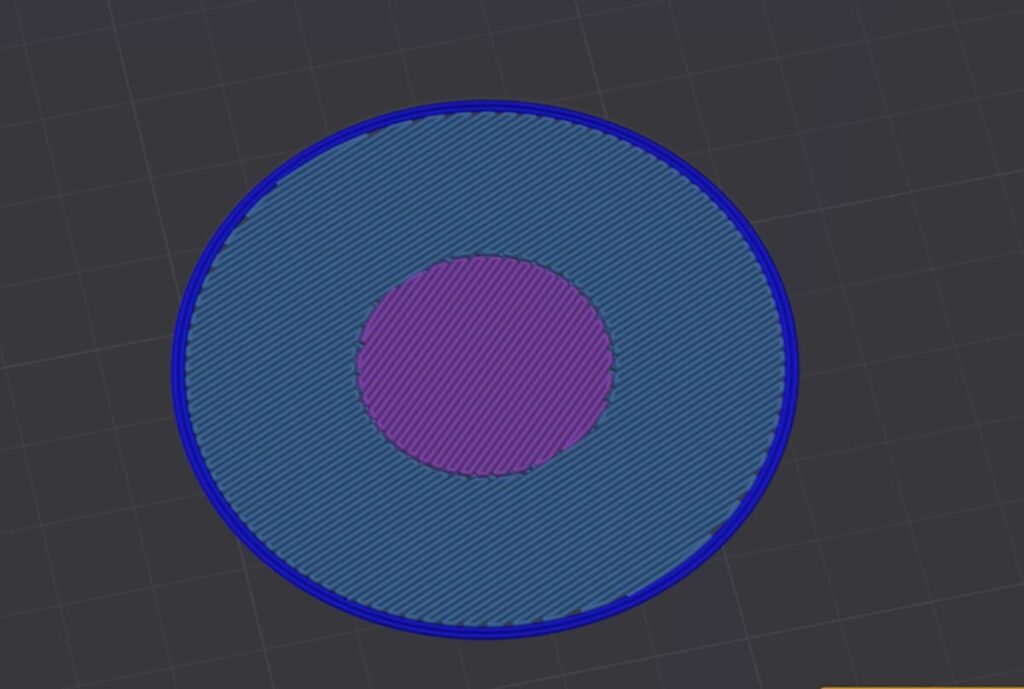
円形に広がる90度オーバーハング

まずは、円筒のてっぺんから、外側へ円形に広がっていくシンプルなモデルです。
ひとつ内側の円周に少しだけ重なるように円を広げていくので、強力に冷却してあげれば、フィラメントが落下することはありません。
外側へ30周ほど、幅にして20mm程度の90度オーバーハングを描いて、無事にプリントが完了しました。
比較的単純な構造ということもあり、歪みは少なく、非常にキレイな仕上がりです。
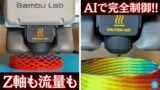
底面から見ても、完璧とまでは言えないものの、多くの用途では許容範囲に収まるでしょう。
ちなみに、同じような形状を通常のスライスソフトにかけると、多くの場合ジグザグの軌道になってしまいます。
上記では、サポートなしで成功しないことは、火を見るより明らかですよね。
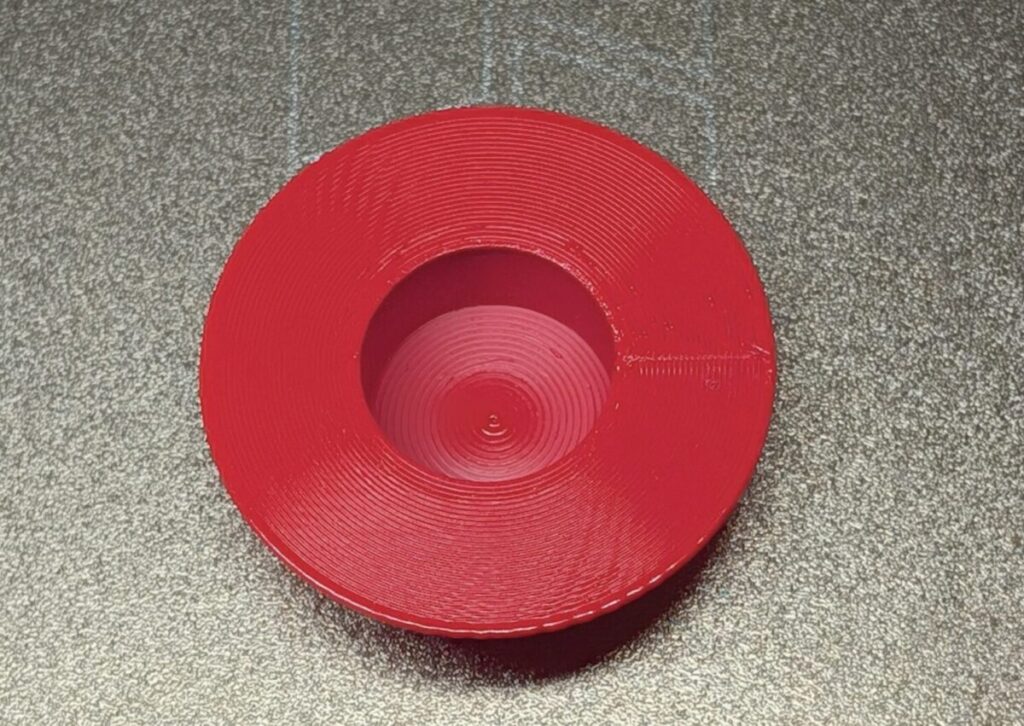
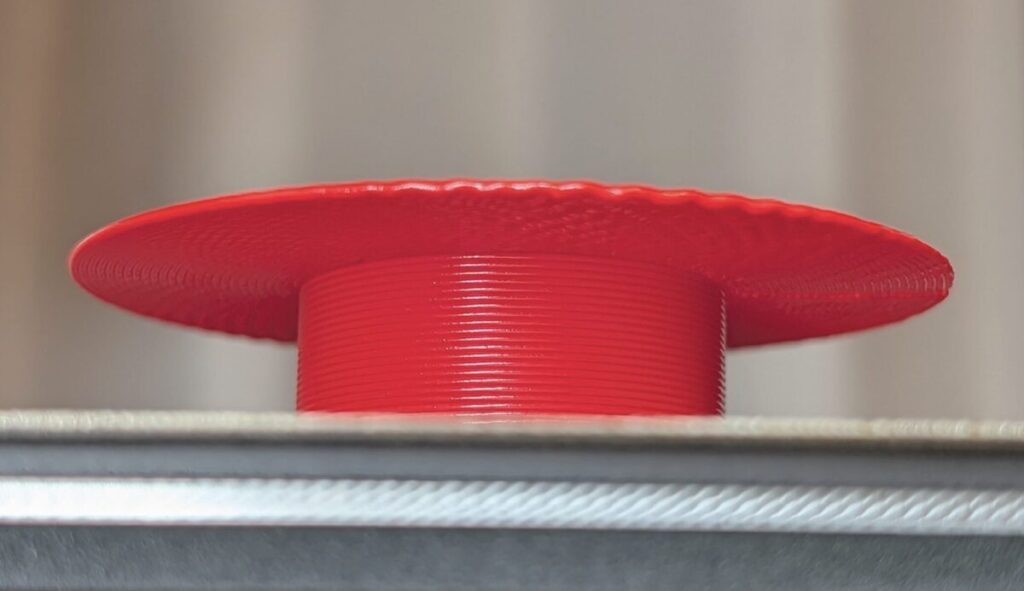
別の構造を積み上げることも
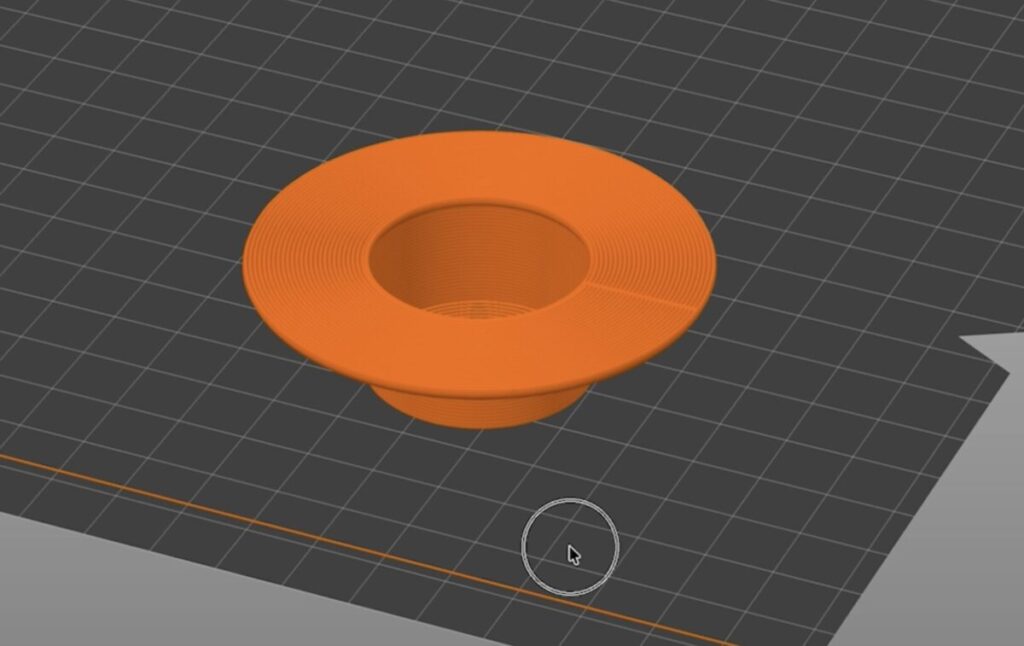
さらに、お皿のように真横へ張り出した形状の上に別の構造を積み上げることもできます。
試しに、中央の円柱より大きな円錐を上に乗せてみました。
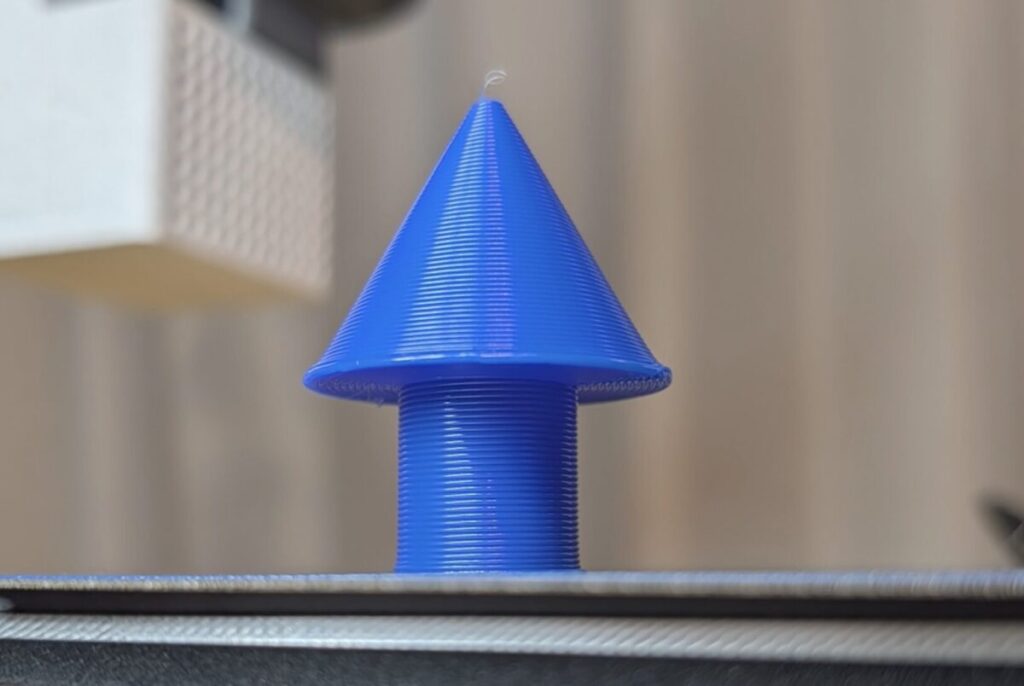
通常であれば、下の柱より上が大きい形状にはサポートが必要ですが、90度オーバーハングを描けるならサポートなしでプリント可能。
無駄な材料を消費しないうえ、サポートを描く時間も削減できるので、場合によっては高速化も期待できます。
オーバーハング部分の底面もキレイに仕上がるため、サポートを剥がした跡で表面が荒れることもありません。
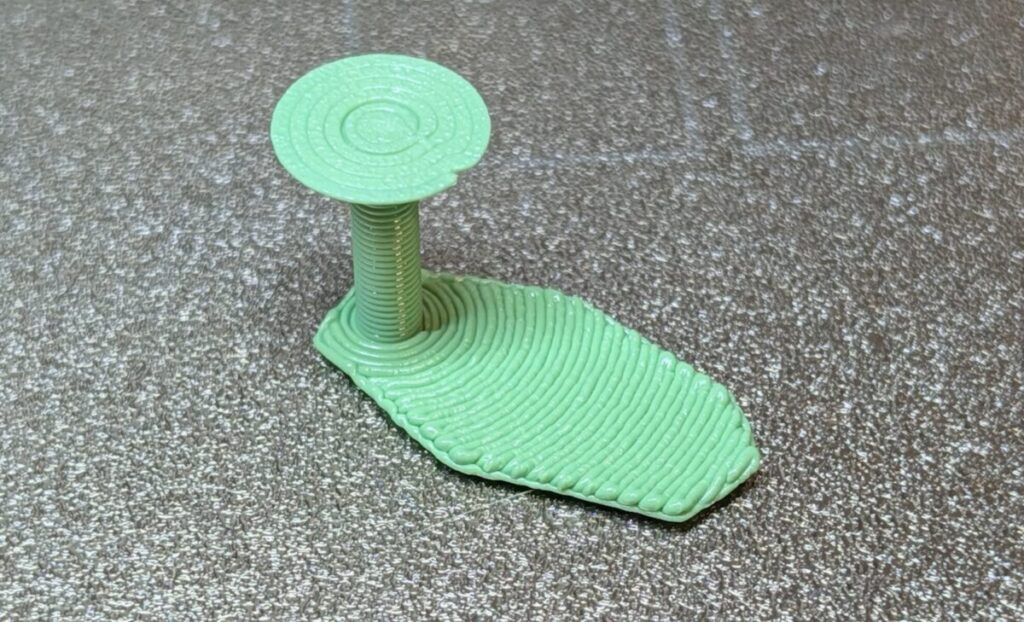
偏った多角形オーバーハングはどこまで伸ばせるのか?
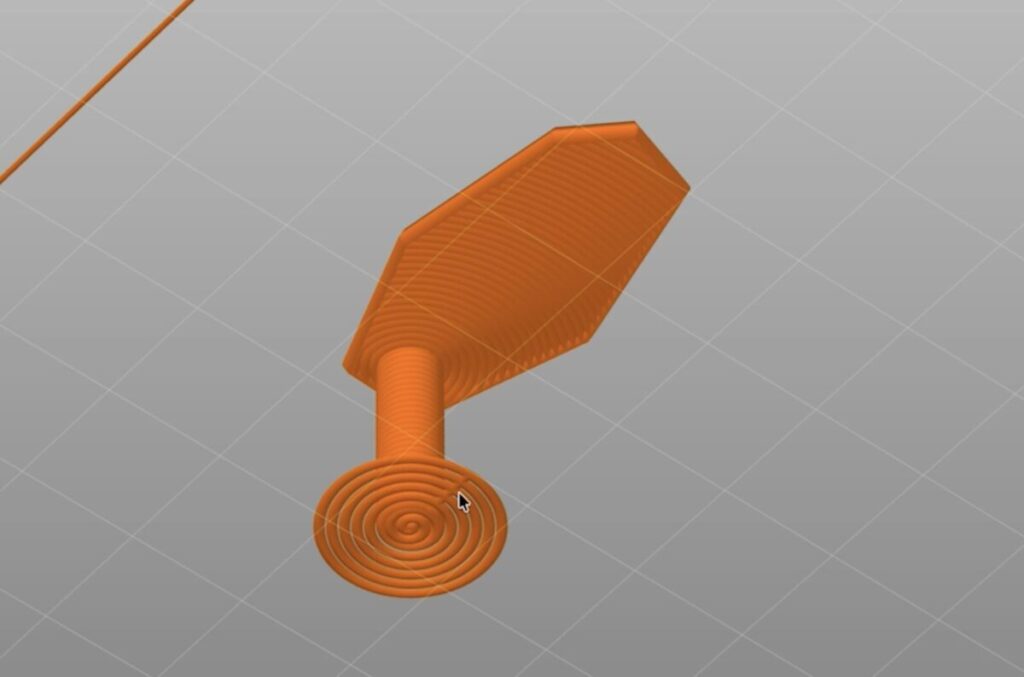
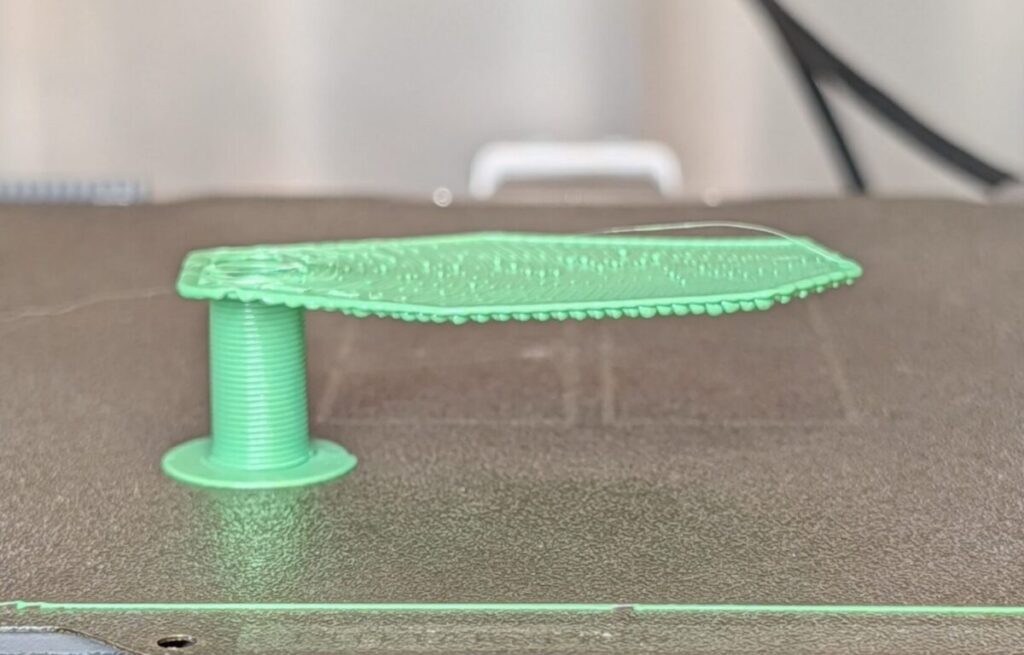
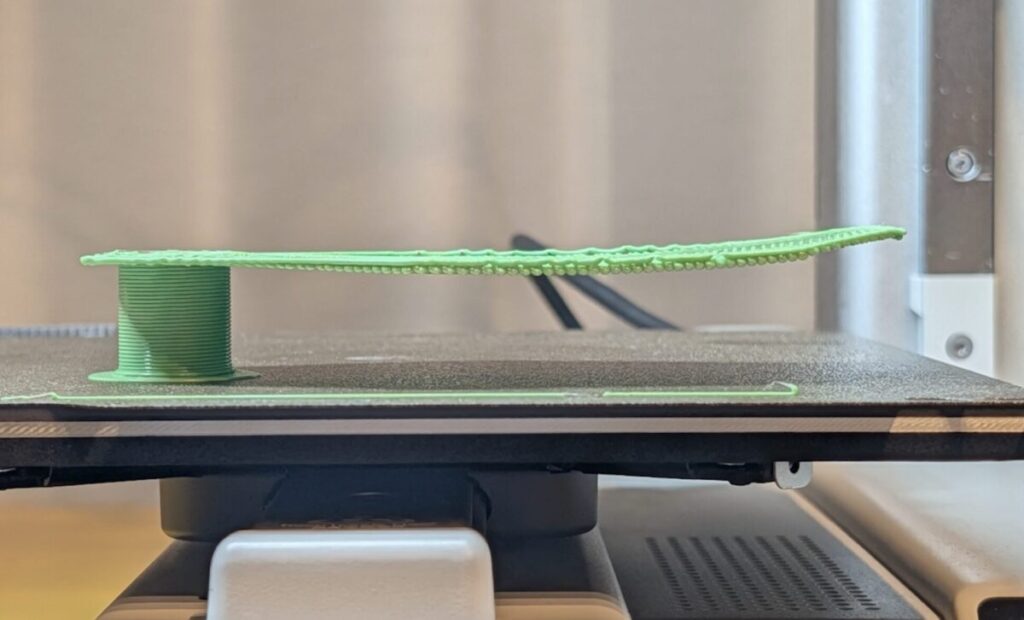
続いて、もう少し難易度の高い偏った多角形のオーバーハングに挑戦していきましょう。
柱をプリントしたあと、そこから波が伝わるように、少しずつオーバーハング構造を伸ばしていきます。

柱の高さ20mm、横への張り出しが25mmほどであれば、歪みはかなり少なく仕上がりました。
プリント時間は10分ほど。
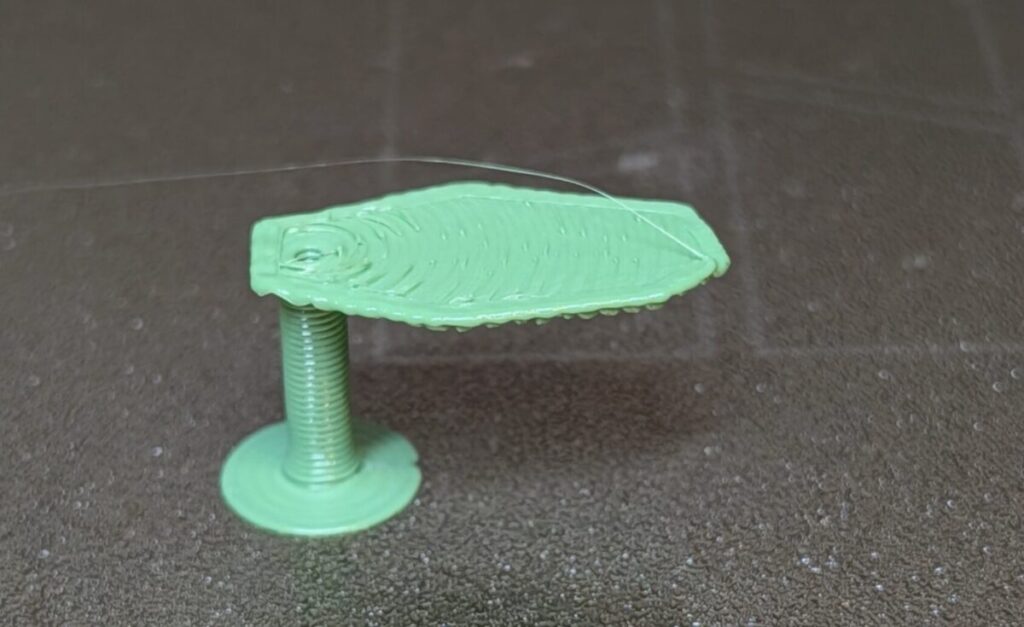
裏返してみると、柱を中心に波が周囲へ広がっていく様子がよくわかります。
では、どこまでの偏りに耐えられるのか、張り出しを2倍の50mmほどに拡張して再挑戦してみましょう。
30分ほどで完成し、まだ余裕すら感じる仕上がりでした。
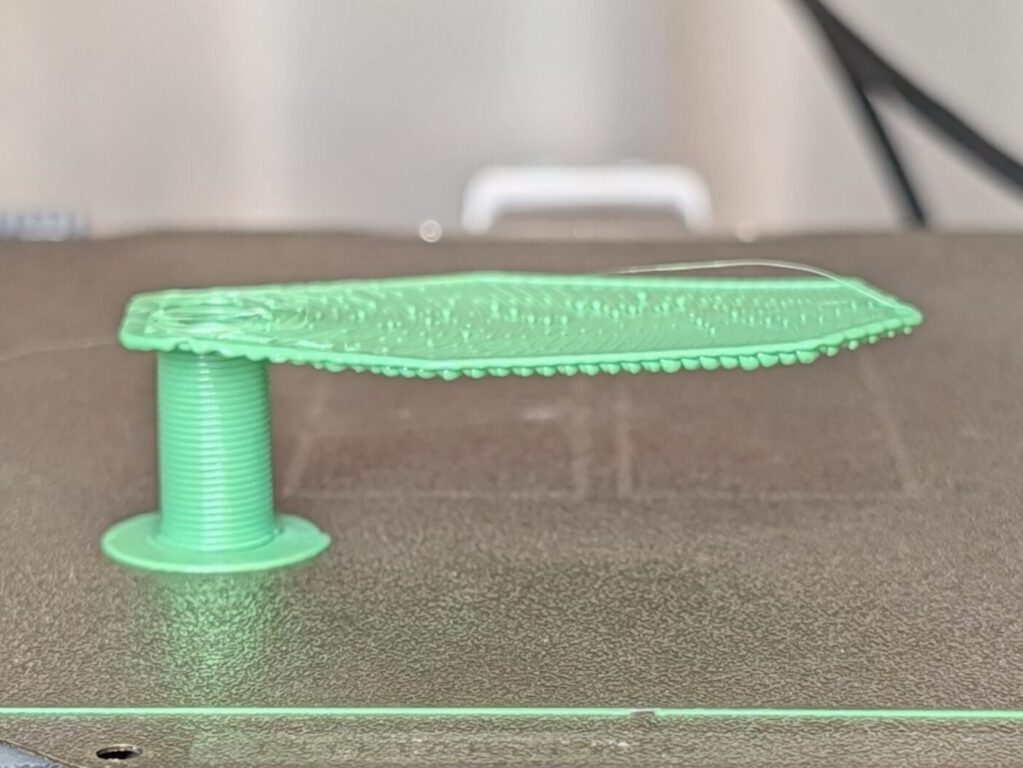
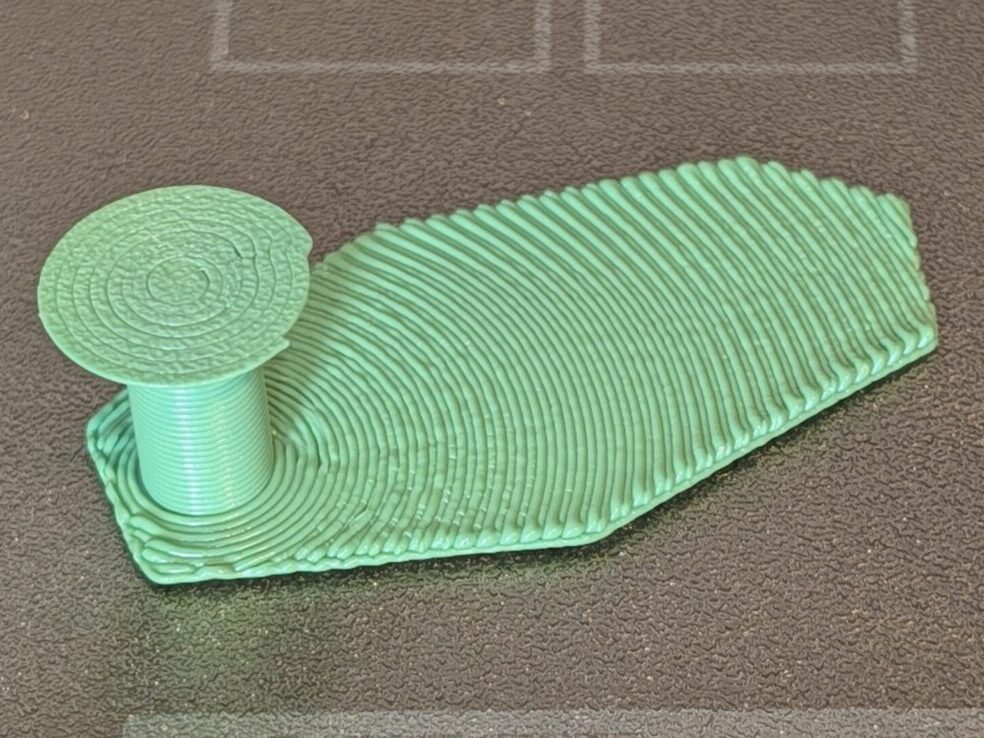
さらに2倍、100mmほどのオーバーハングにも挑戦してみます。
ここまで大きくなると、100分ほどの時間がかかりました。

柱から離れるほど構造は揺れやすくなり、自重で少し垂れたり、収縮によって反ってしまったりといった箇所も見られ始めます。
終了間際、外周を描くあたりでは、高さにわずかなギャップも生じていました。
それでも、1枚の板のような形を保ったまま、無事にプリントが完了しています。
100mmにもなる90度オーバーハングでは、この程度の反りは避けられないのかもしれません。

とはいえ大きな破綻はなく、ここまでの構造を形にできるこの手法は、なかなか優秀だといえるでしょう。
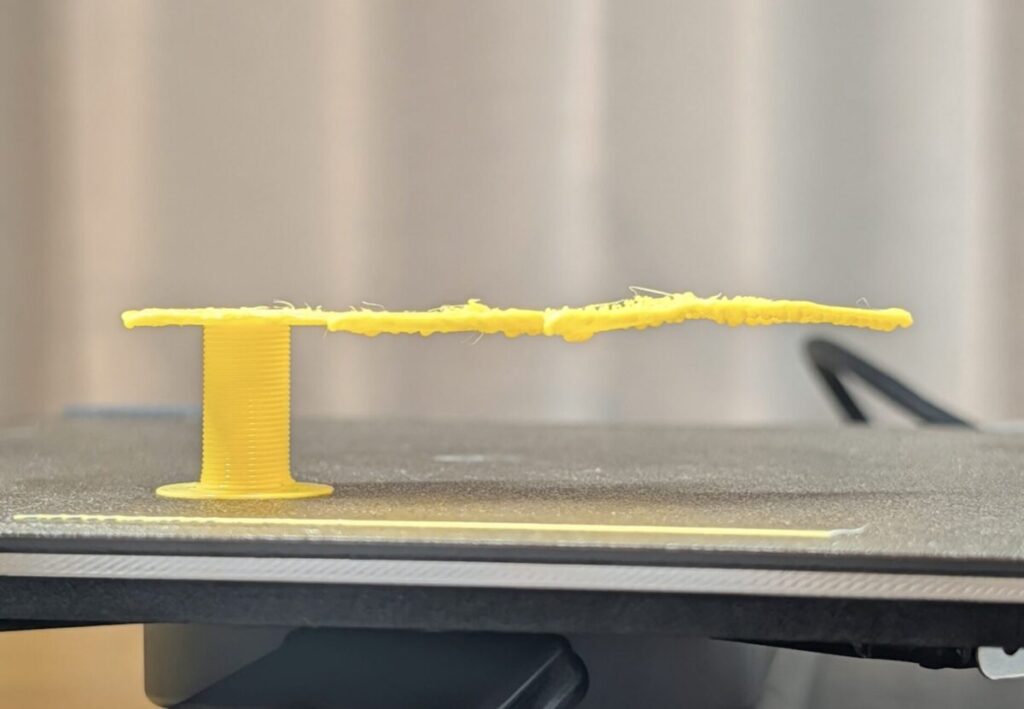
複雑な形・ギザギザ形状にも対応!

波のように回り込む性質を持たせているため、少し複雑な形のオーバーハングにも対応できます。
構造がつながってさえいれば、波が広がるように、ギザギザの形状でも形になります。
試しに、中央の柱から雷のような形が飛び出したオーバーハングをプリントしてみました。

裏側を見ると、角の端まで波がぐるりと回り込んでいるのがよくわかります。

ただし、ひょろっと細い構造を反りなくプリントするのは、さすがに難しいところです。
横に突き出しすぎると強度も出にくいため、その上にさらに構造を積み上げるのも難しくなります。
それでも、こうした形状が選択肢に入れば、制作のアイデアとして活かせる場面はありそうです。
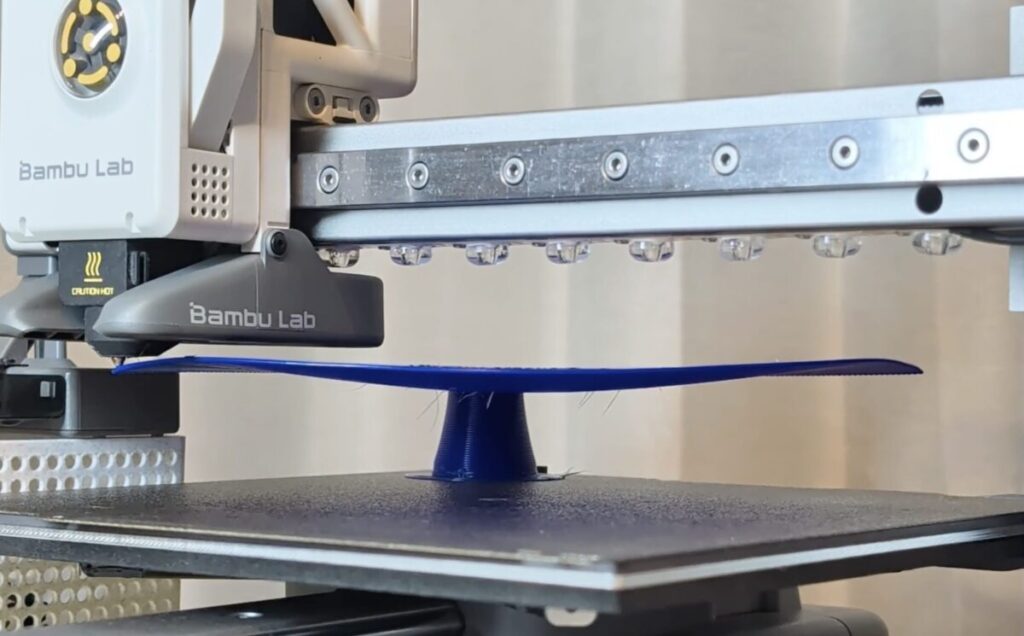
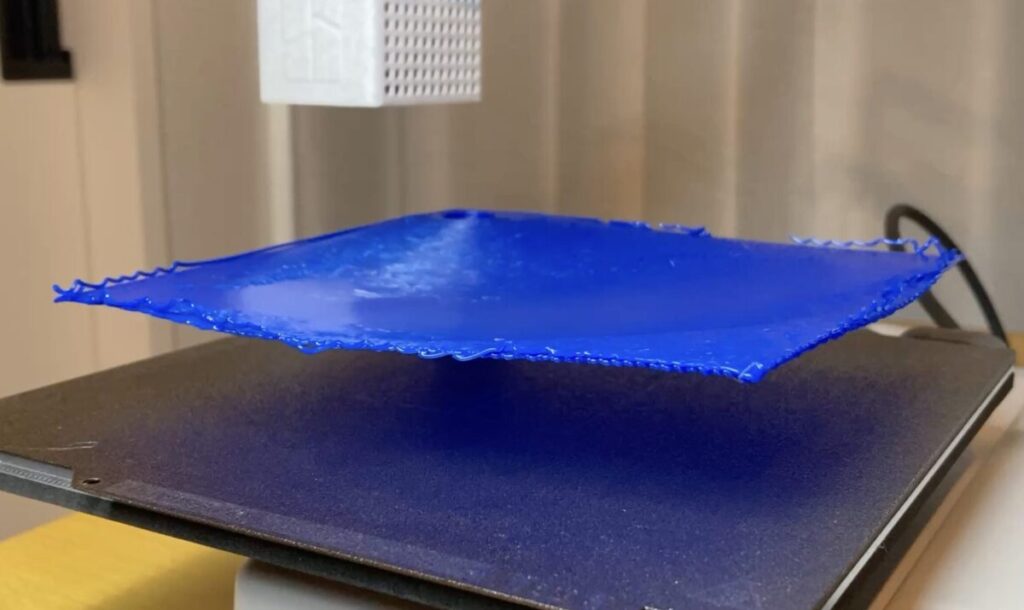
150mm四方を柱1本で支える超極端オーバーハング

最後にCodexに生成してもらったのは、「A1 mini」のベッドサイズに迫る150mm四方の正方形です。
その端に柱を1本だけ設けて、極端な平面オーバーハングがどこまでいけるのかを試してみました。
大面積に負けないよう、太めの柱を左奥に配置しています。
左奥から波が広がること、およそ3時間半。
全体的にうねったような反りが、徐々に目立ってきました。
それでも裂けたり穴が空いたりはしなかったので、そのままプリントを継続。
途中からは、フィラメントの吸湿か、雨の日の6時間超えプリントの影響か、表面が少しザラついてきてしまいました。
外周にたどり着くころには、フィラメントがかなり浮いて見える状態です。
全体の歪みが影響して、高さのズレも無視できないレベルになりました。
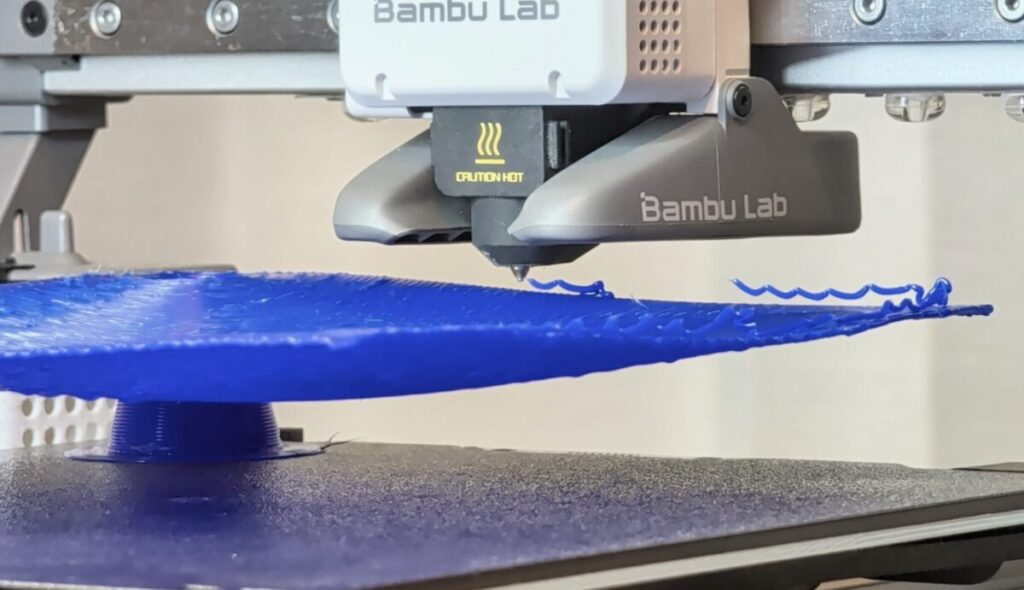
ザラつきやズレが見えながらも、無事に150mm四方の1層のシートが完成。
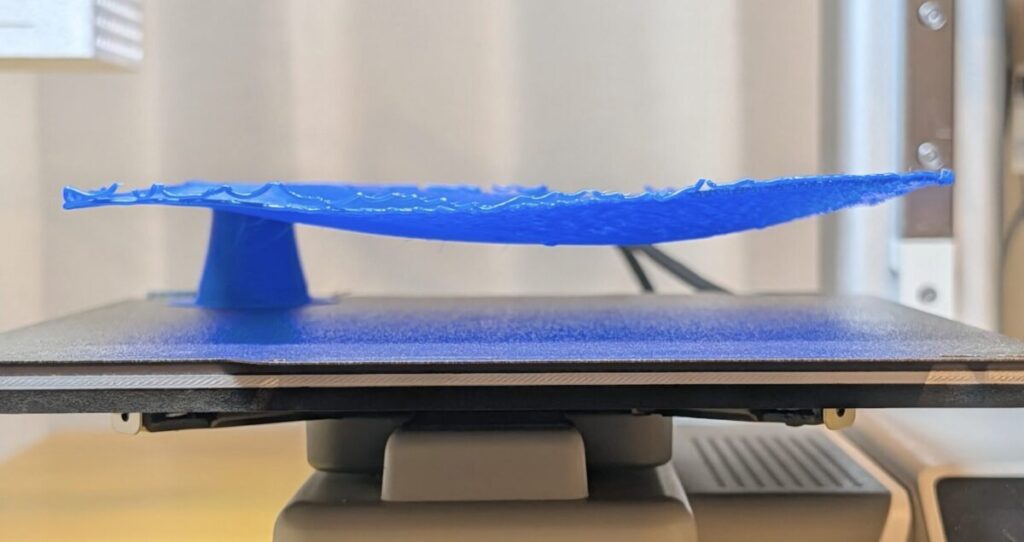
その下を支えているのは左奥の角にある、たった1本の柱だけ。
歪んで少し垂れている部分はあるものの、柱以外の場所は完全に宙に浮いています。
波の伝搬が、ここまでオーバーハングの克服に活かせるとは驚きです。
オープンソースの専用スライサーも登場している
ここまではAIによるGコード生成で試してきました。
ですがウェーブオーバーハングは、「OrcaSlicer」をベースにしたスライスソフトとしても、オープンソースで開発が進んでいます。
実際に「OrcaSlicer」を活用した様子も見ていきましょう。

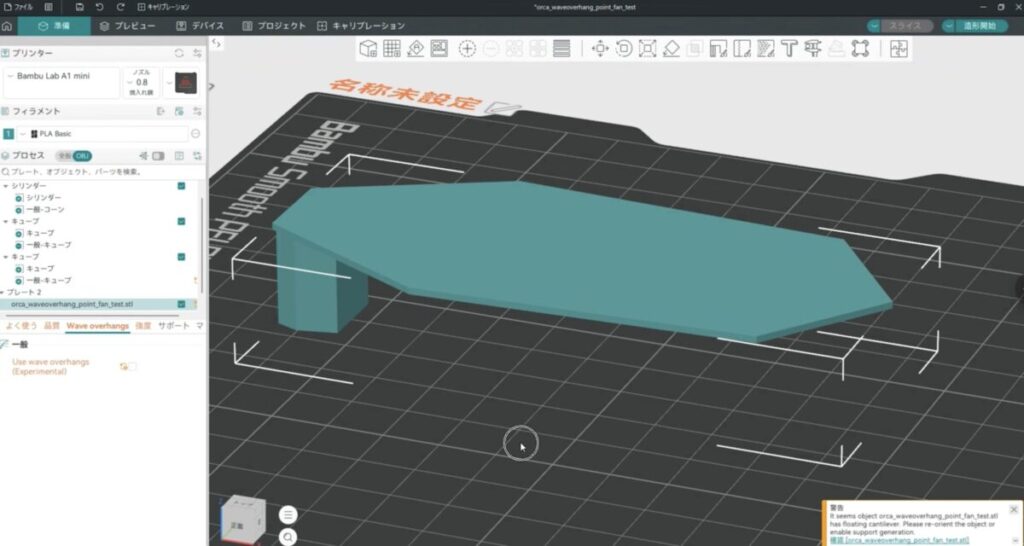
通常のスライスとウェーブオーバーハングを比較
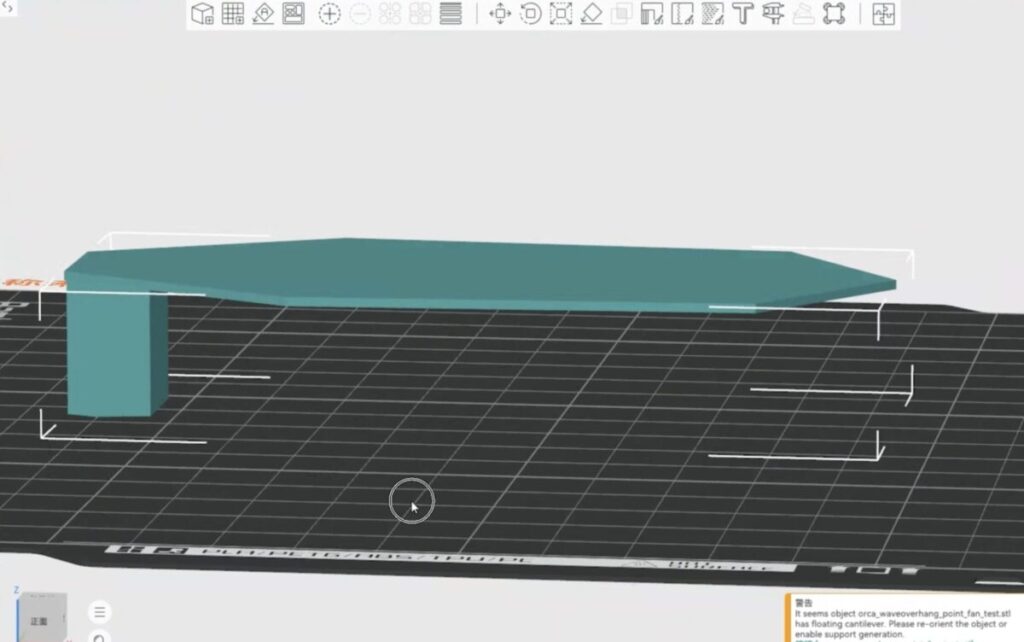
実際にダウンロードしてみると、見た目や使い方は通常の「OrcaSlicer」とほとんど同じです。
違いは、品質タブの横に“ウェーブオーバーハング”というタブが追加されている点。
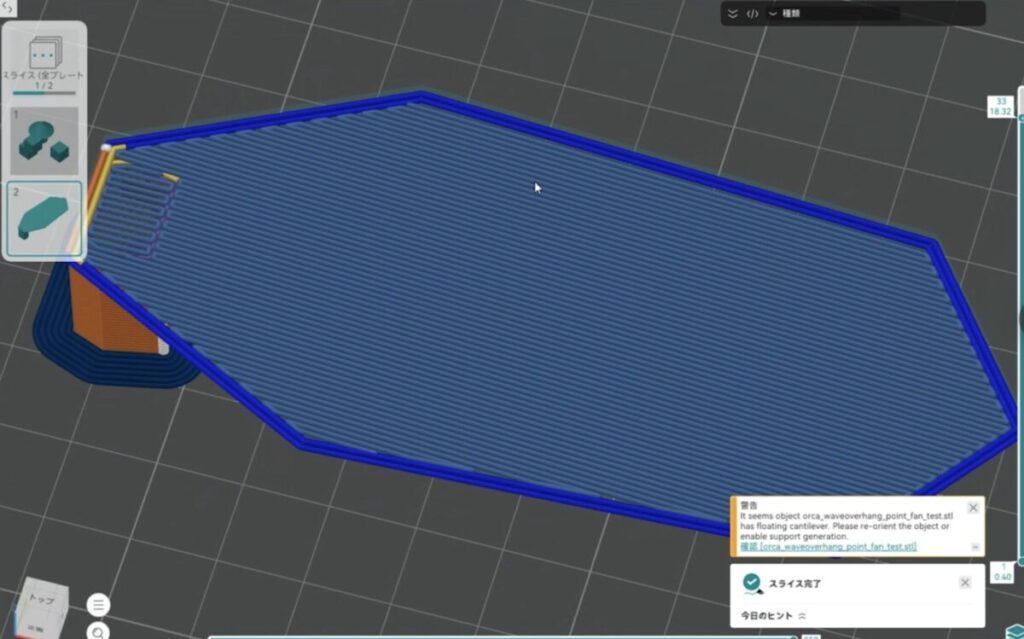
試しに用意したオーバーハングのモデルを、まずは通常のスライスを行ってみます。
すると、サポートをつけなければ確実に失敗する、いつものジグザグの軌道になりました。
続いて、ウェーブオーバーハングをオンにしてスライスします。
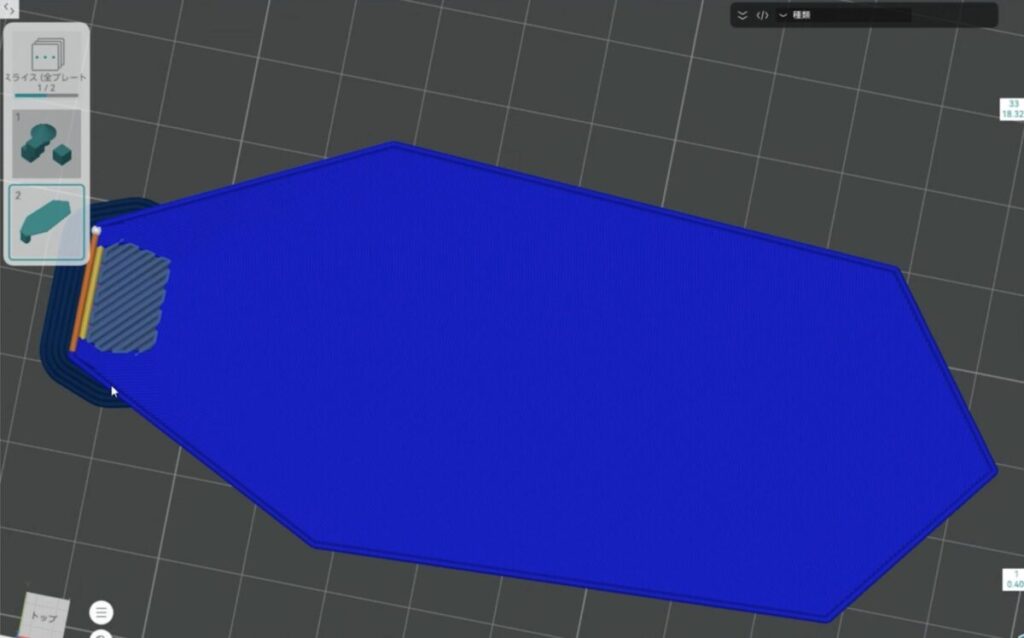
今度は、支柱のところから波のように広がるオーバーハングが生成されました。
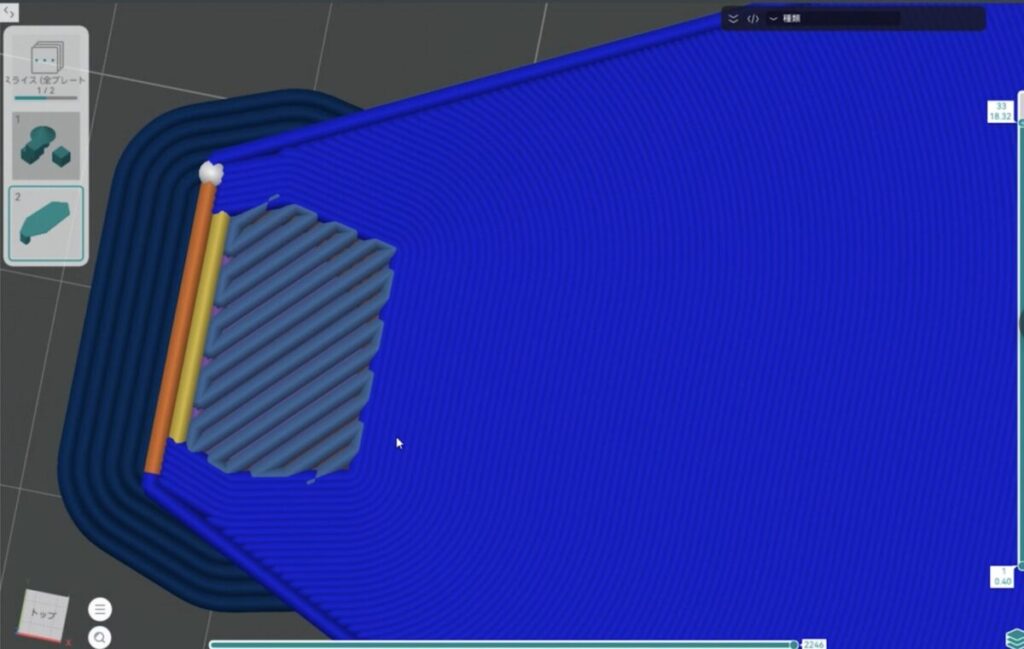
Codexで生成したGコードと同じように、支柱から波が広がる形でオーバーハングが形作られていきます。
実際にプリントしてわかった現状の実力

その他の設定はとくに変えず、引き続き「A1 mini」と0.8mmホットエンドでプリントしてみます。
ただ、設定が不十分だったのか、オーバーハングが極端すぎたのか、途中で裂け目のような穴ができ始めてしまいました。
また、端まで来たら反対側に戻ってから再び描き始めるという、一筆書きではない挙動も気になります。
最後まで見届けると、オーバーハングの上に設定された2層の板状構造は土台がもろすぎて崩壊してしまいました。

今回は試しに触ってみた程度なので、このスライサーの本来の実力を引き出せてはいないでしょう。
とはいえ、もう少し小規模なオーバーハングであれば活躍してくれそうですが、現時点では過度な期待は禁物です。
ウェーブオーバーハングを試すときの注意点
ここまでの事例をもとに、改めてウェーブオーバーハングを試すときの注意点をまとめておきましょう。
実践する際には、以下3つの点を留意しながらチャレンジしてみてください。
大きなオーバーハングほど反り・垂れが出やすい
ここまで見てきたように、ウェーブオーバーハングは万能というわけではありません。
まず、オーバーハングが大きくなるほど、反りや垂れが出やすくなります。
柱から離れるほど構造は揺れやすく、自重や収縮の影響を受けてしまいます。
100mmや150mm四方といった大面積では、高さのズレやうねりが避けにくくなりました。
フィラメントの吸湿や、長時間プリントによる環境の影響で、表面が荒れることもあるため留意しましょう。
上に構造を積み上げるのは得意ではない
横に大きく張り出したオーバーハングは、どうしても強度が出にくくなります。
そのため、その上にさらに構造を積み上げるような使い方には向きません。
細くひょろっとした形状を、反りなくプリントするのも難しいところです。
あくまで平面的に広がる構造や、上に重いものを載せない用途で活きる手法だと考えておくとよいでしょう。
専用スライサーはまだ発展途上
OrcaSlicerベースの専用スライサーは、手軽さという点で大きな魅力があります。
一方で、今回試した範囲では裂け目ができたり、上の構造が崩壊したりと、まだ発展途上な印象も受けました。
設定を詰めれば改善する余地は十分にありそうですが、現状では小さめのオーバーハングから試すのが無難でしょう。
まとめ:AI×ウェーブオーバーハングで3Dプリントの可能性を拡大!

今回は、90度のオーバーハングをサポート材なしでプリントできるウェーブオーバーハングを、AIのGコード生成で試した様子を紹介してきました。
新しいオーバーハングの設計手法と、それを手軽に試させてくれるAIコーディングエージェント。
この2つによって、3Dプリントの新しい世界をまた1つ覗くことができましたね。
とはいえ実際のプロジェクトへ応用するには、まだ少し工夫が必要そうな印象でした。
それでも、オープンソースのスライサーとして開発が進んでいることを考えると、いずれ「Bambu Studio」や「PrusaSlicer」のような主要スライサーに公式導入される日も、そう遠くないのかもしれません。
今回のように「Codex」や「Claude Code」を使って自分でも遊んでみたいという方は、Gコード生成の基本を解説した動画も、あわせて参考にしてみてください。

動画でウェーブオーバーハングの解説をチェックしたい方はこちら!
この記事の内容はYouTubeでも動画で解説しています。
実際の装置の動きを含めた、動画ならではの内容が盛りだくさんの解説をお楽しみください!
