こんにちは、管理人のウノケンです。
3Dプリンターを使っていると、
なぜか想定通りのプリント結果にならない…!
と、頭を抱えてしまうことは、よくありますよね。
“失敗”とまではいかなくても、少し見た目が悪かったり、納得のいく仕上がりにならなかったりする経験は誰もが遭遇するもの。
ですが、ちょっとしたノウハウを積み重ねていくことで、それらの課題を解決することができます。
そこで、この記事では思い通りの3Dプリント品に近づけるために知っておくべき超便利な設定のコツを5つ紹介していきます。
とくに、
という課題を抱えている方には、当記事はピッタリです。
ぜひ最後まで読んで、5つの3Dプリント設定のノウハウをしっかり身につけていってください。
また、実際の設定方法はYouTubeでも詳しく解説中です。
画面を操作しながら説明しているので、よりわかりやすい内容になっています。
ぜひ、動画も合わせてご覧ください!
動画でレビューをチェックしたい方はこちら!
この記事の内容はYouTubeでも動画で解説しています。
実際の装置の動きを含めた、動画ならではの内容が盛りだくさんの解説をお楽しみください!

失敗とさよなら!超便利な5つの3Dプリンター設定

3Dプリンターを使っていれば、思い通りにならないケースはよくあります。
ですが、もし同じ失敗が何度も続いているようなら、3Dプリンターの設定に問題があるのかもしれません。
そんな際には、ちょっとした工夫で大きな効果をもたらす、超便利な5つの3Dプリンター設定を試してみましょう。
表面に生じる不自然なスジや、サポート材の剥がし跡など、よくある失敗は未然に防ぐことが可能です。
これらのノウハウを取り入れることで、3Dプリントの成功率と仕上がりの満足度を向上させていきましょう。
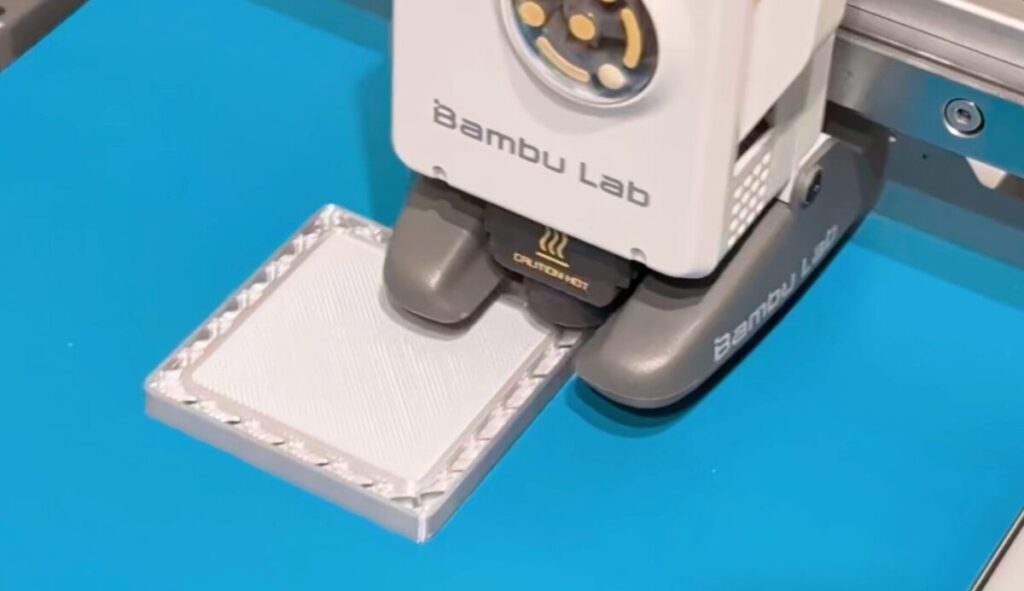
インフィル設定:表面のスジや凹みを消す

1つ目の小技は、プリント品の表面に現れるスジ状の欠陥を消す方法です。
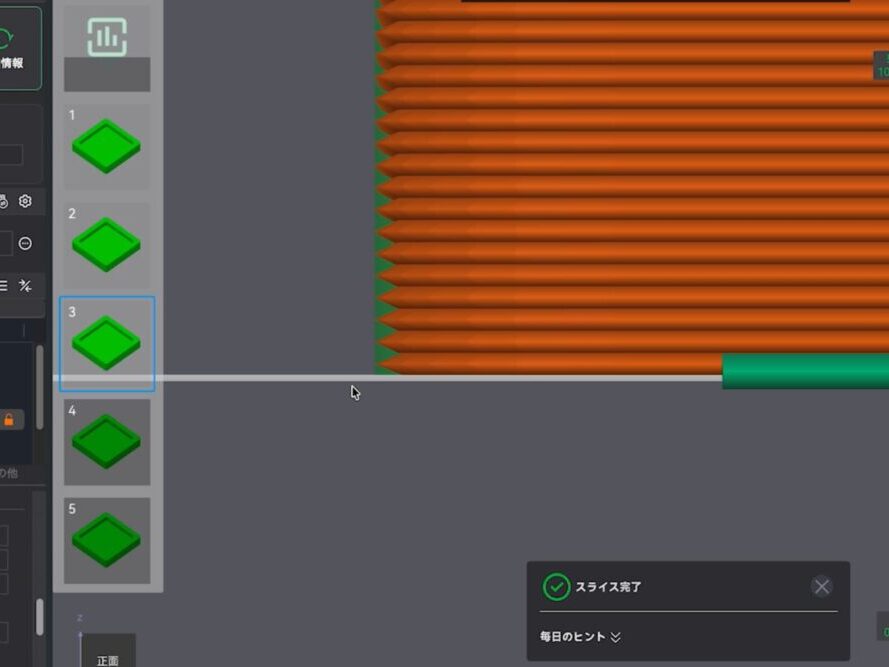
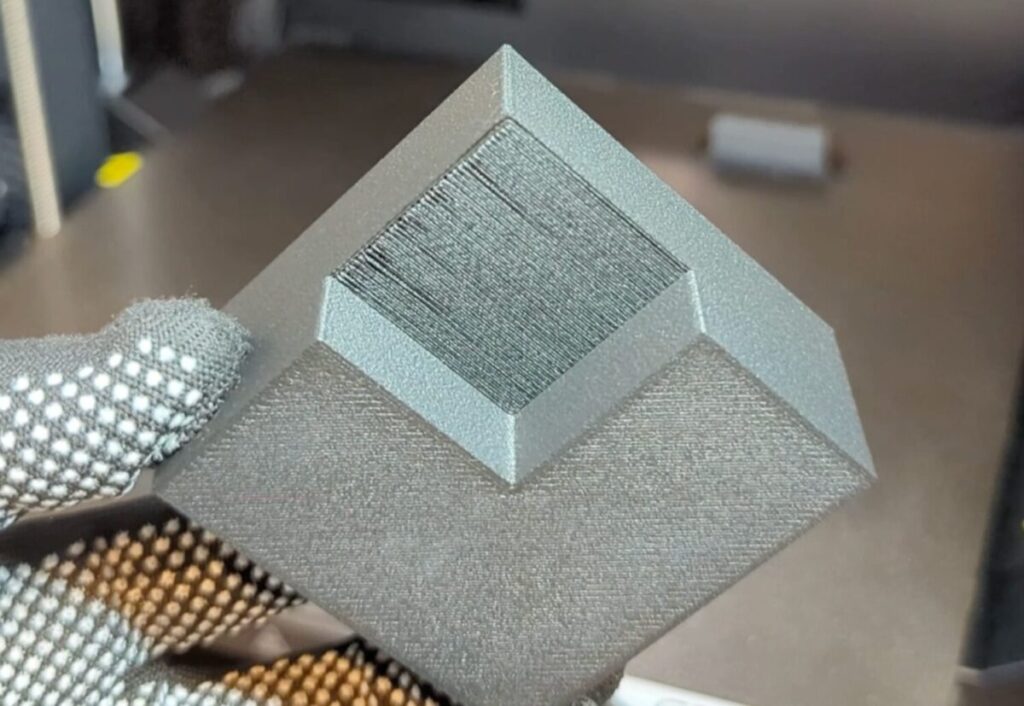
トレーのようなモデルをシルクPLAでプリントすると、中央付近にスジが入り、少し内側に凹んだような仕上がりになることがあります。

これは、内側に形成されるブリッジが広い範囲で内壁にくっつき、収縮することで内側に引っ張られることが原因です。
この問題を改善するには、ブリッジが内壁にくっつかないようにスライス設定を工夫します。
といった方法が有効です。
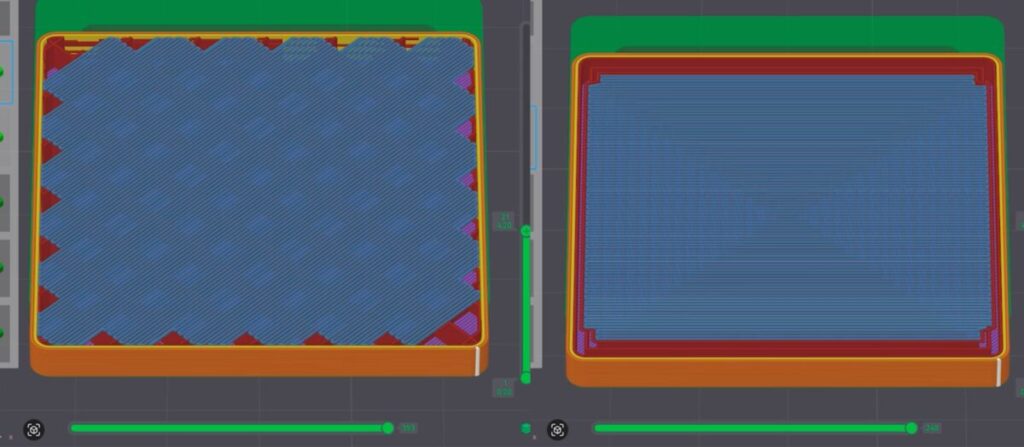
これにより、前後左右でブリッジが内壁から離れるようになり、表面がツルッとした理想的な仕上がりに改善されます。

頻繁に出くわす問題ですが、ちょっとした工夫で見た目が劇的に良くなるため、覚えておいて損はないテクニックです。


象足補正とシームランダム化:パーツをバシッとはめる

2つ目の小技は、作成したパーツ同士をピッタリとはめ込むためのテクニックです。
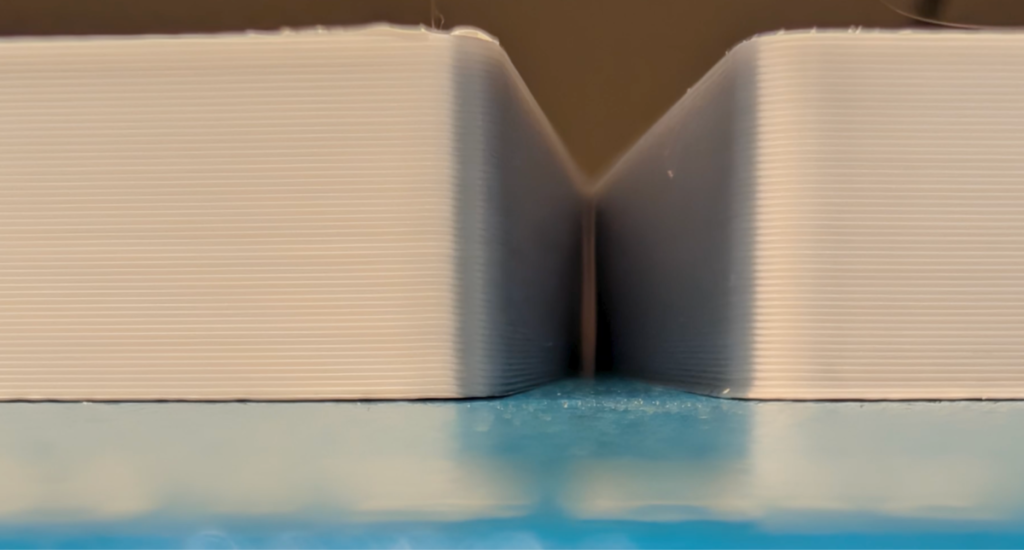
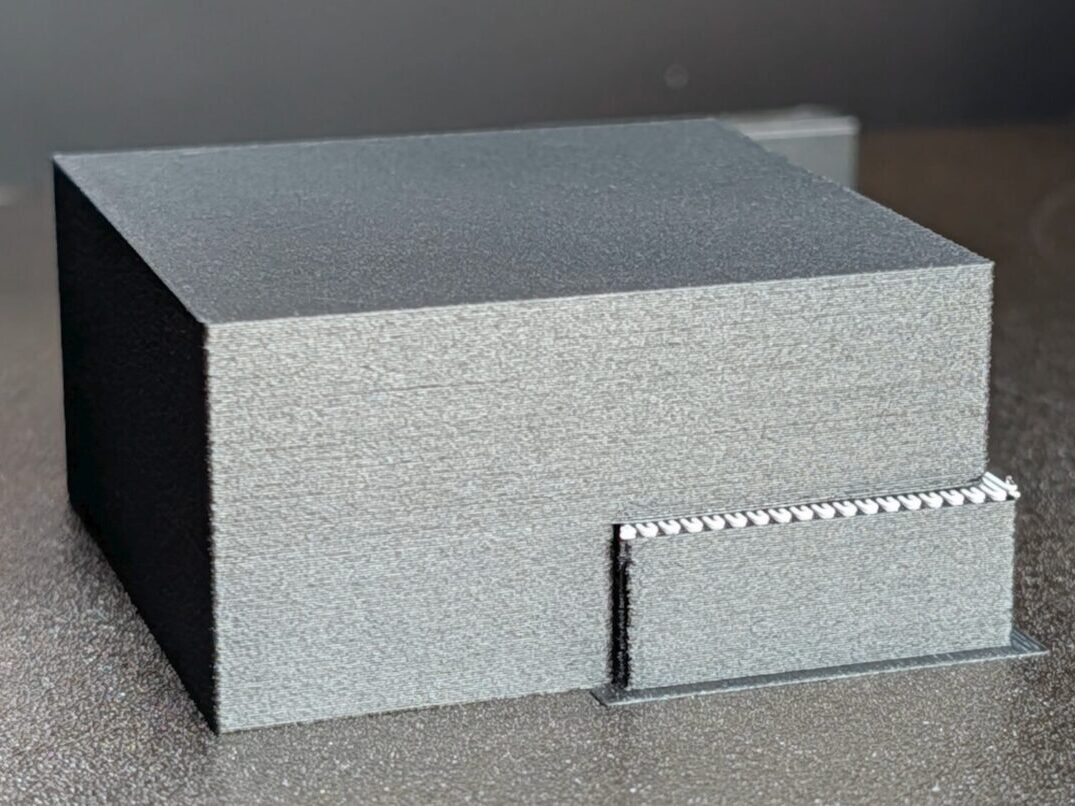
設計上はサイズが一致している大小のトレーをプリントしても、底が広がってうまくはまらないことがあります。

これはエレファントフット(象の足)と呼ばれる現象。
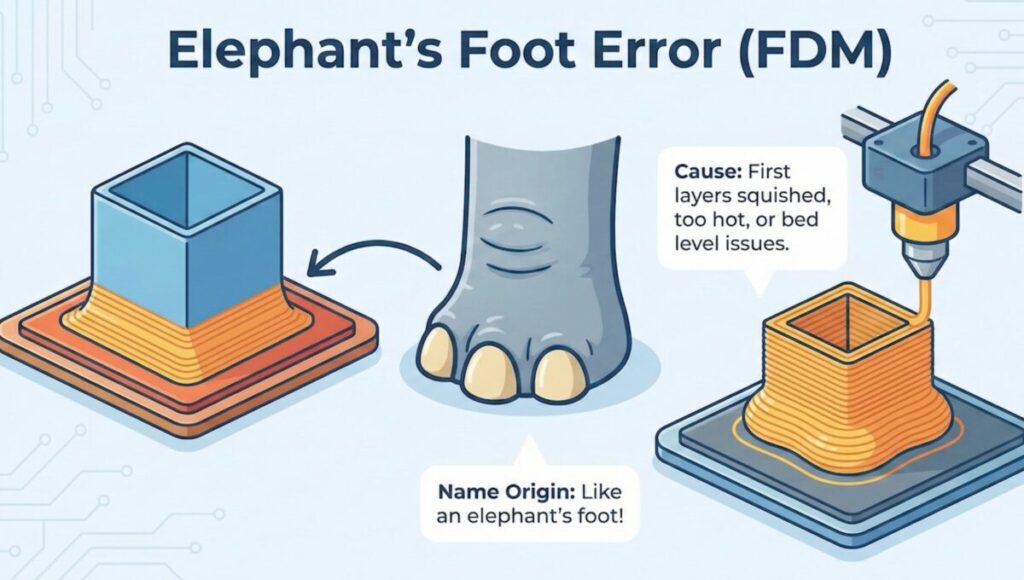
エレファントフットとは、ベッドの温度が高かったり、ノズルとベッドの間が近すぎたりすると、第一層のフィラメントが押し出されるようにして想定よりも外側に広がってしまう現象です。
エレファントフットが起こったら、象足補正をしてあげましょう。
象足補正に0.2mmといった数値を設定することで、第1層だけを内側に引っ込めることができます。
ただし、これだけでは角に設定されたシームの盛り上がりが邪魔をして、完全にはまらないケースがあります。
そこで、継ぎ目の設定をランダムに変更するという方法を組み合わせましょう。
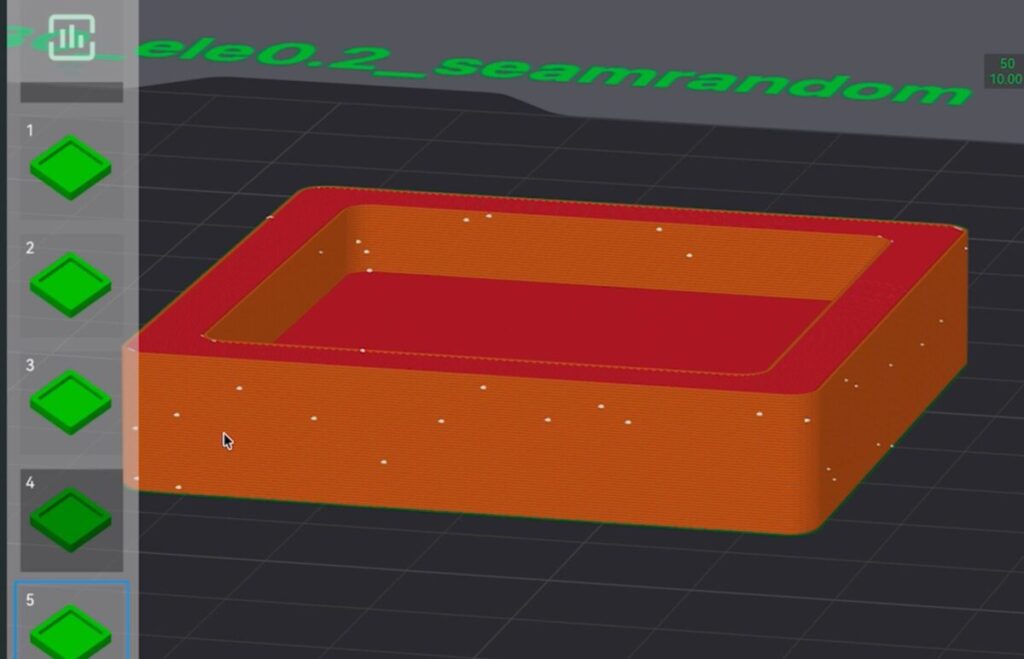
すると、シームが1箇所にまとまらなくなるため、シームが原因の形状変化が起きにくくなります。
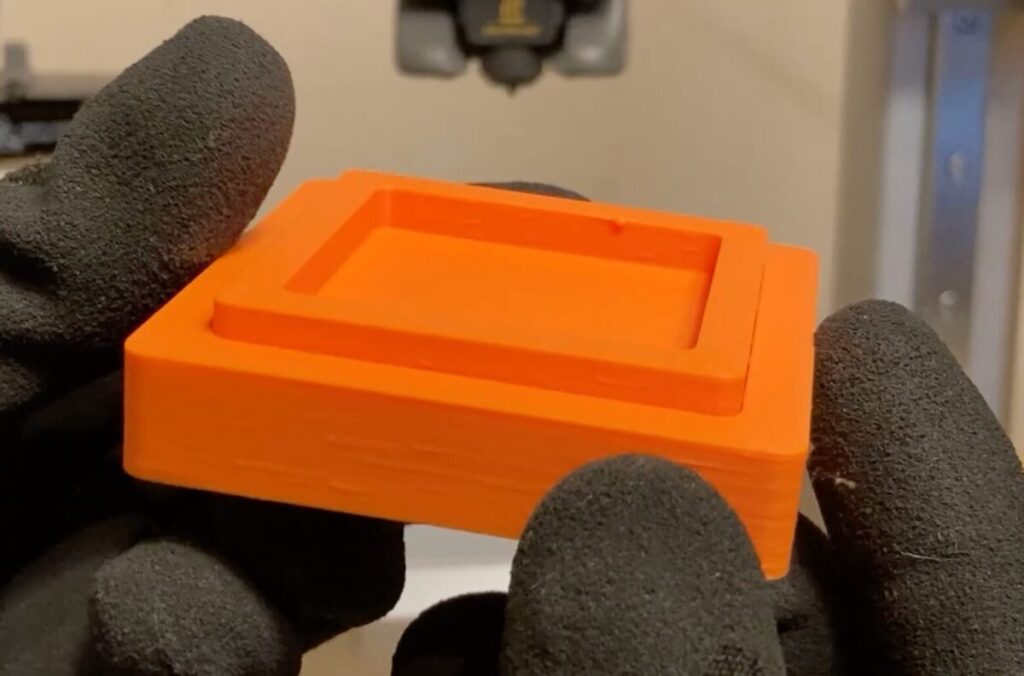
見た目は少し悪くなる場合がありますが、パーツのハメ合いを優先してバシッとはめたいときには有効な方法です。
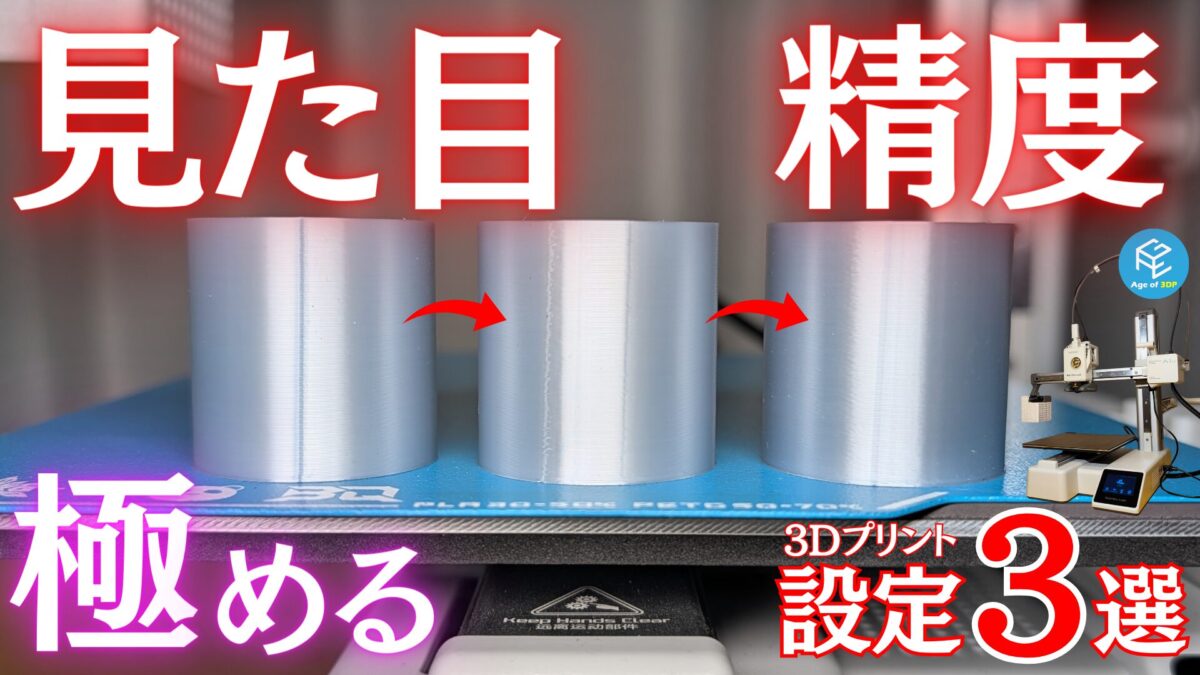
Zに沿った壁面速度の平滑化:シマシマ模様を改善する
3つ目の小技は、表面のうっすらとしたシマシマ模様を改善する方法です。
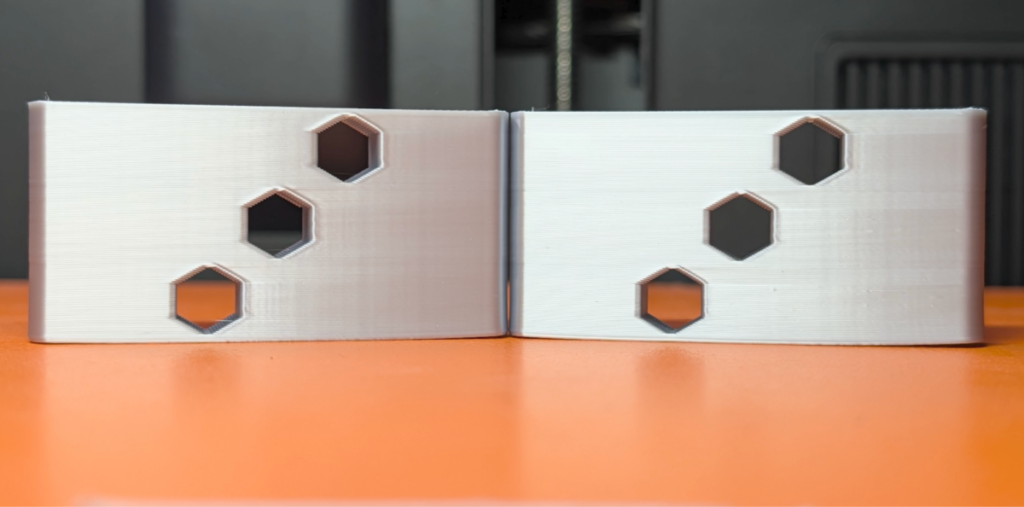
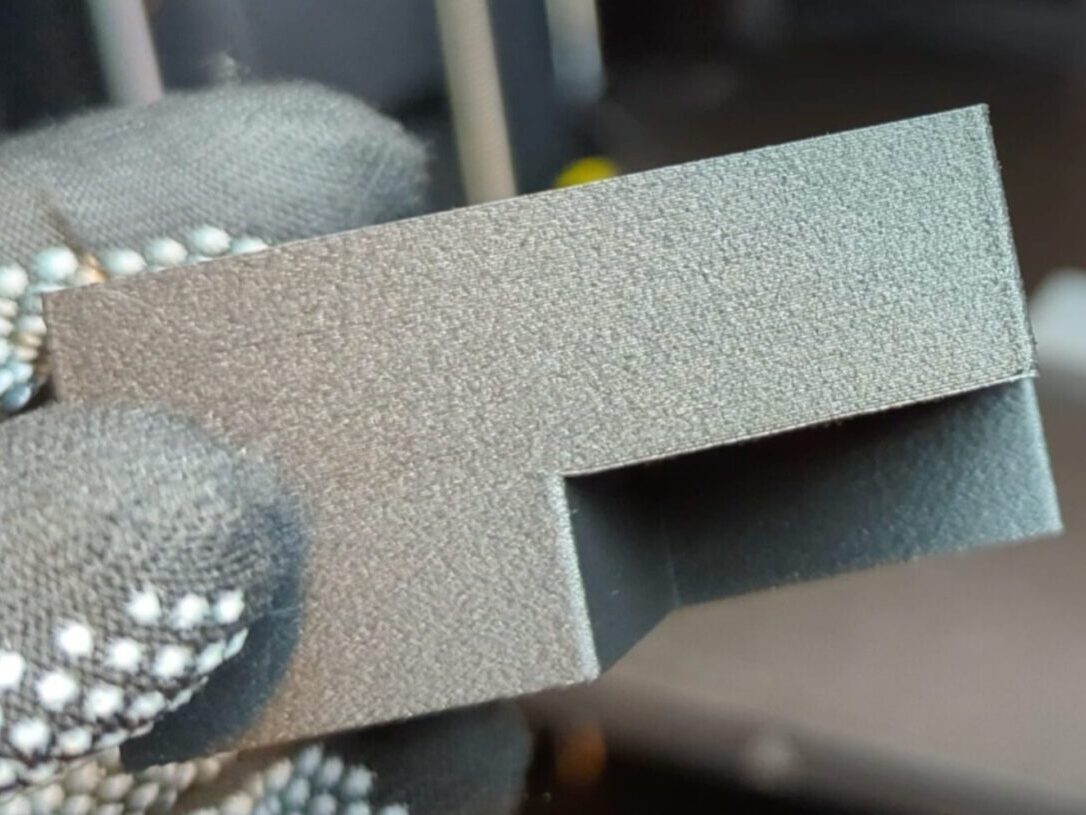
六角形のモデルをBambu Lab「P2S」とシルクPLAでプリントすると、表面にシマシマが現れてしまっています。
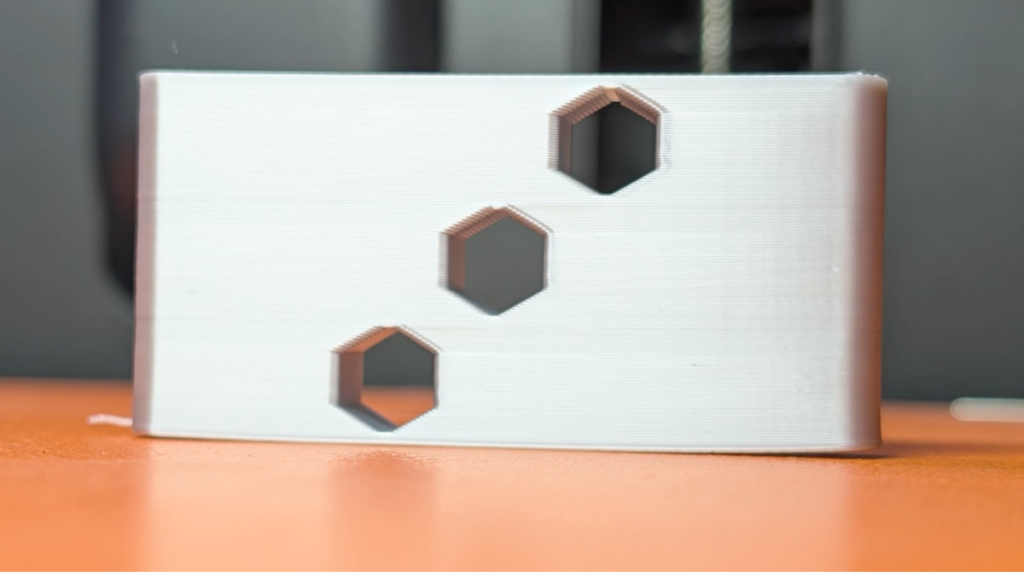
原因は、プリント時の速度あるいは流量が高さによって違っているため。
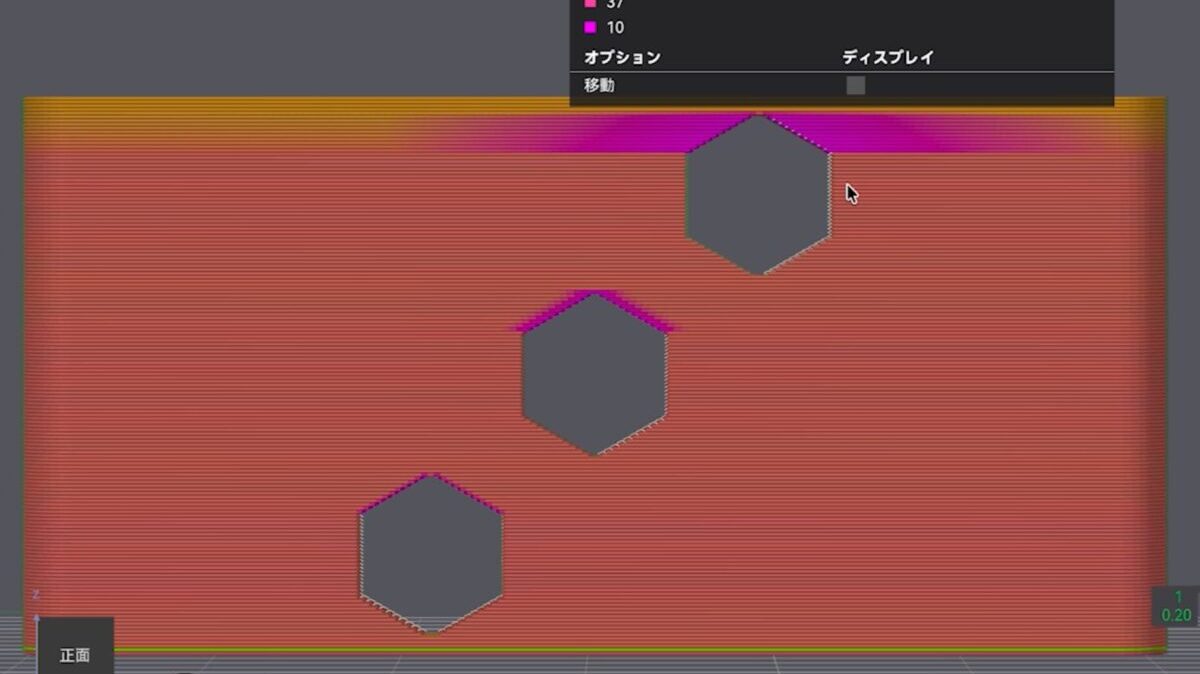
スライス結果を見ると、オーバーハングで減速したり、そこからまた加速したりという速度変化があることがわかります。
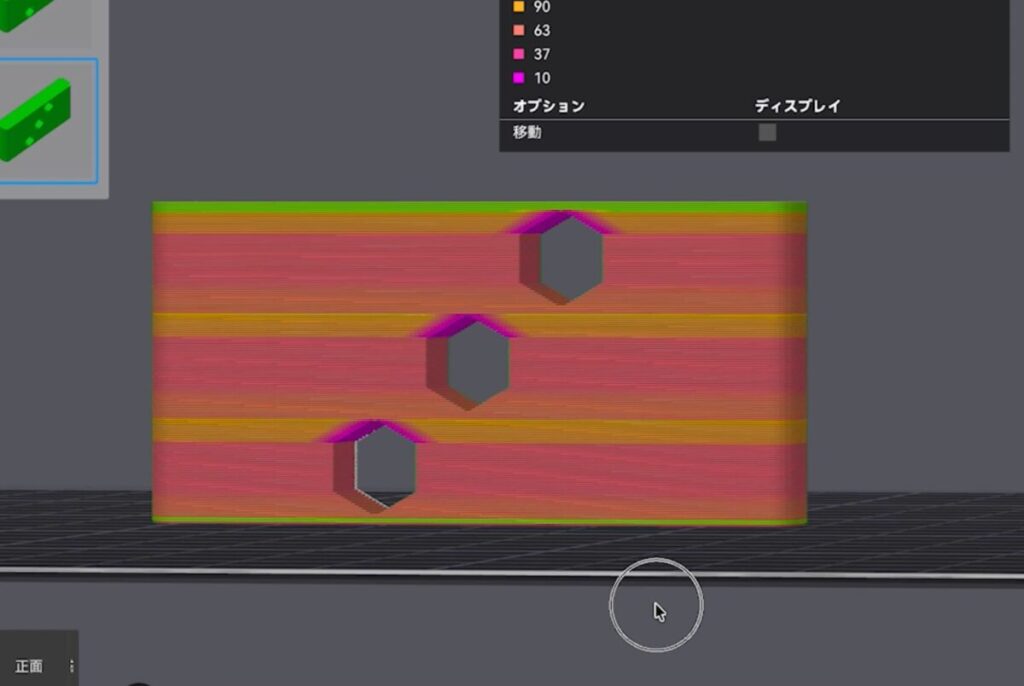
これを改善するには、Zに沿った壁面速度の平滑化をオンにし、速度変化をなだらかにすることが有効です。
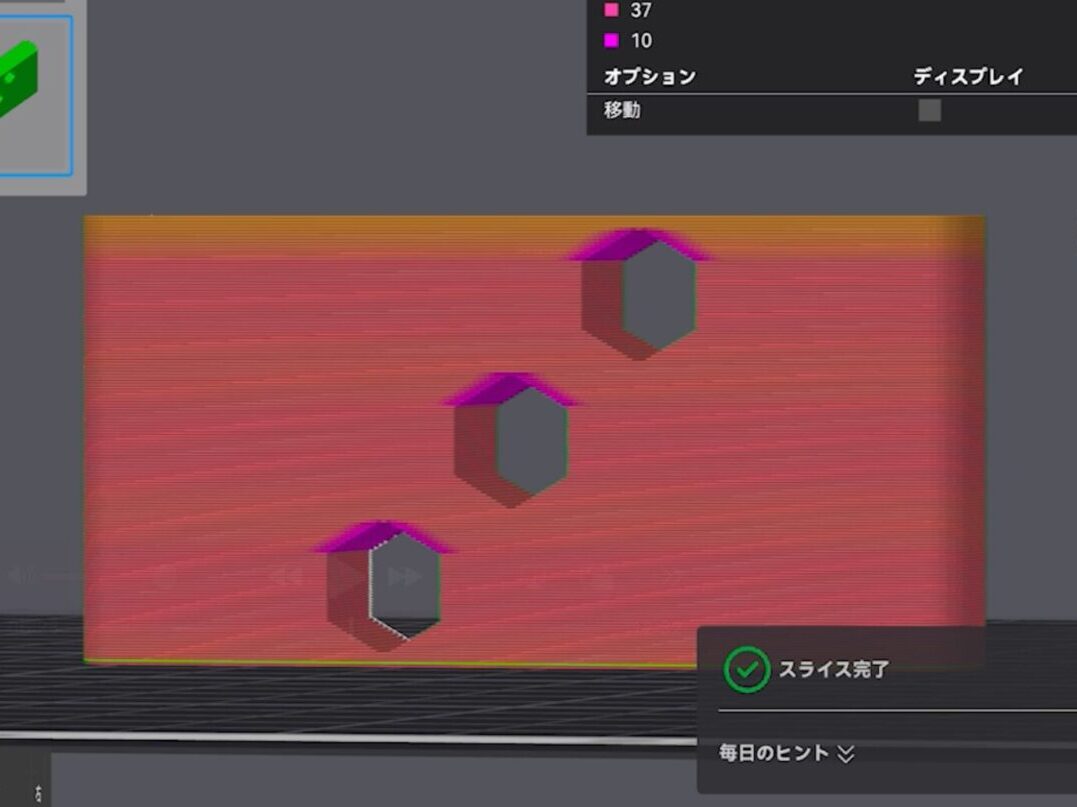

ただ、よく見ると六角形の上側、斜めの辺の右にうっすらと伸びるシマはまだ改善の余地があるでしょう。
そこで、“滑らかな速度不連続領域”という機能を見てみます。
これは速度設定に違いがある箇所で急激に変化させるのではなく、滑らかに速度を変更していく機能です。
滑らかにする度合いは平滑係数で設定でき、係数が大きく速度変化が急激な下の方がシマが見えにくくなります。
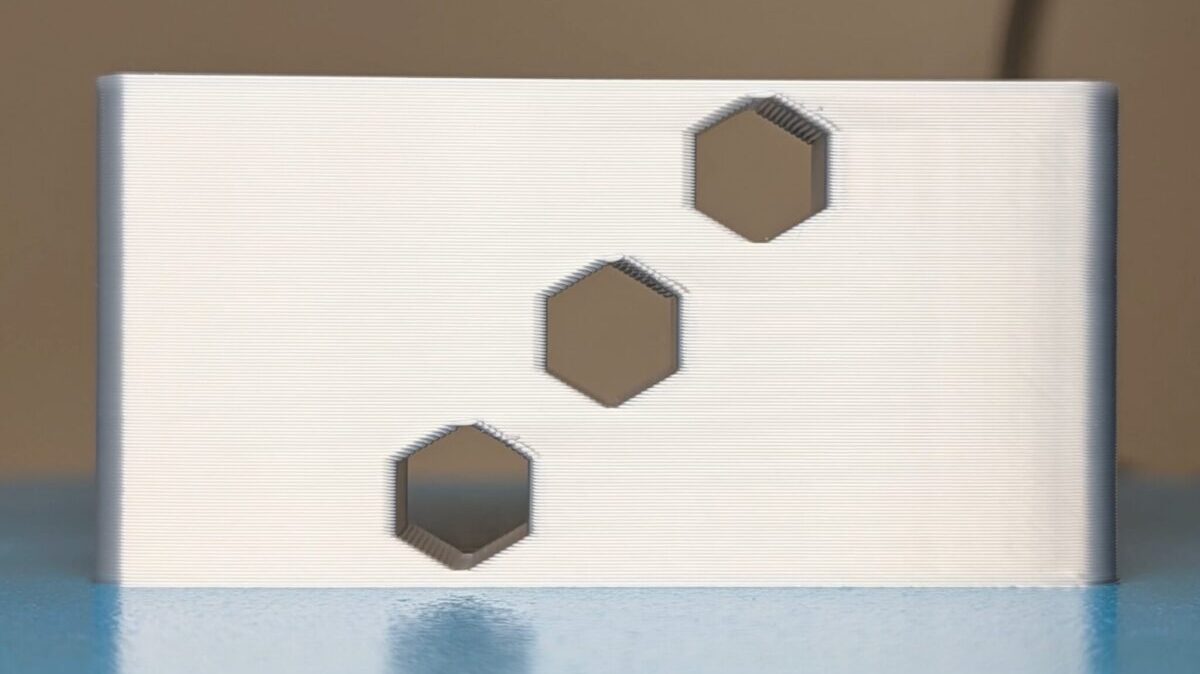
速度変化による弊害を完全に防ぎたい場合は、そもそも速度変化が起きないように設定してあげましょう。
全体を同じ速度でプリントすることでプリント時間は長くなりますが、表面のシマシマをほぼ消すことが可能になります。

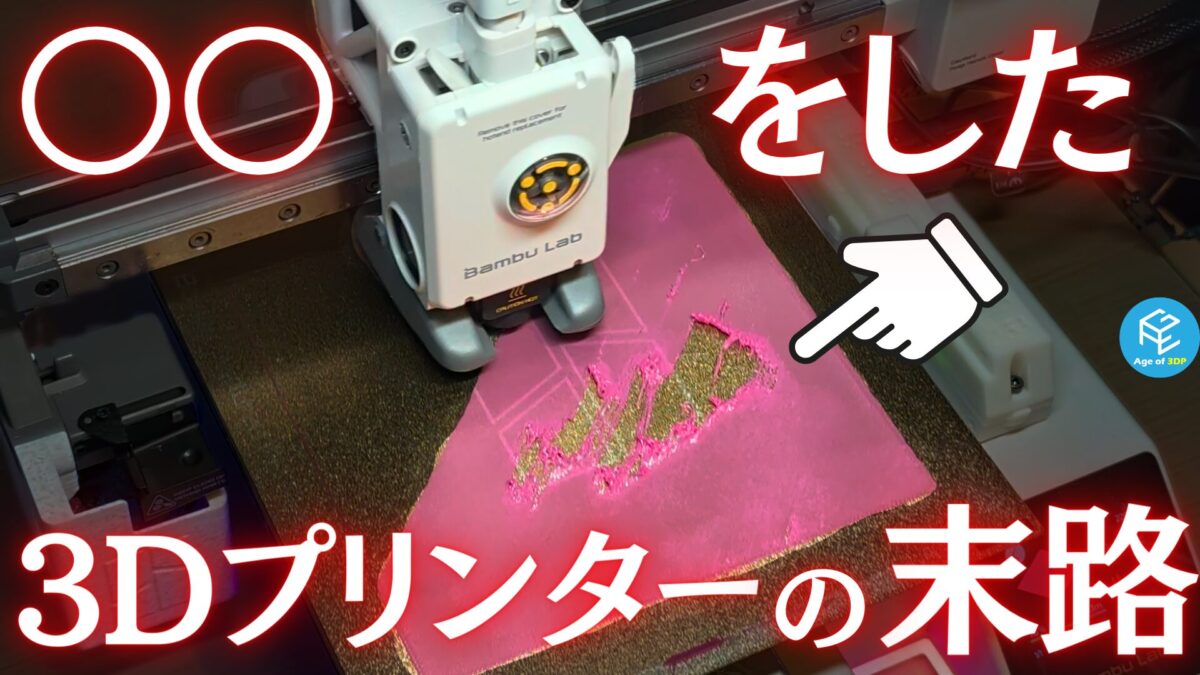
異種材料をサポート界面に使用:取り外し跡を綺麗にする
4つ目の小技は、サポート箇所を綺麗にする方法です。
マルチカラー3Dプリンターを使い、サポート材とメインのプリント品の界面にだけ別の材料を使用します。
たとえば、
といった組み合わせは定番です。
これらは接着しにくいため、プレートから持ち上げるだけでサポート材をパキッと剥がすことができ、接触面も綺麗に仕上がります。
設定は簡単。
これで完了。
あとは、PLAフィラメントのヒートベッド温度を把握し、PETGの温度もそれに合わせておきます。
PVAのような専用のサポート材は高価で管理も大変ですが、この方法ならコストパフォーマンスも抜群で、接触面の荒れを安く防ぐことができるでしょう。
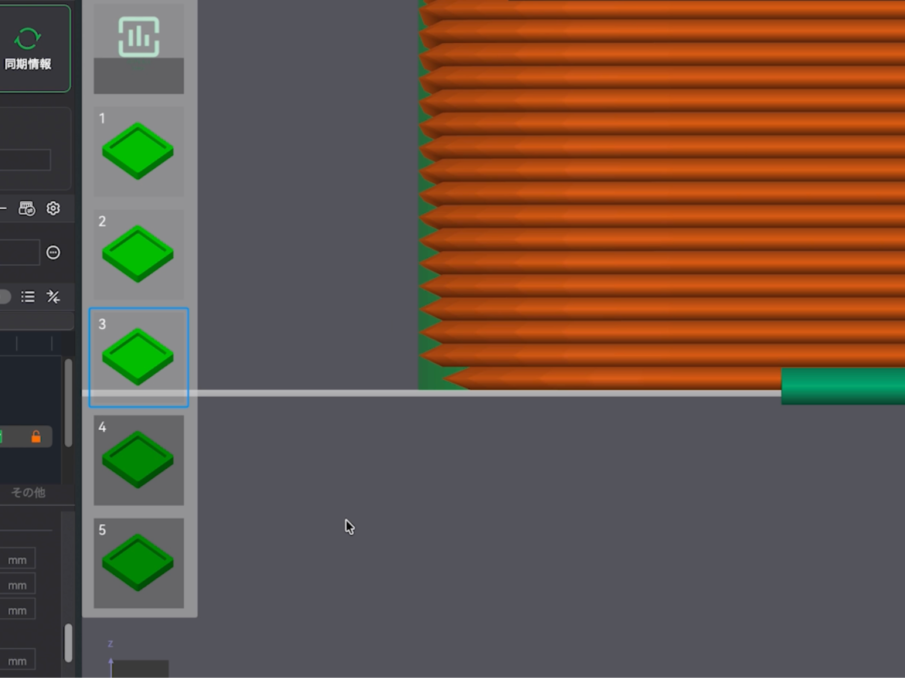
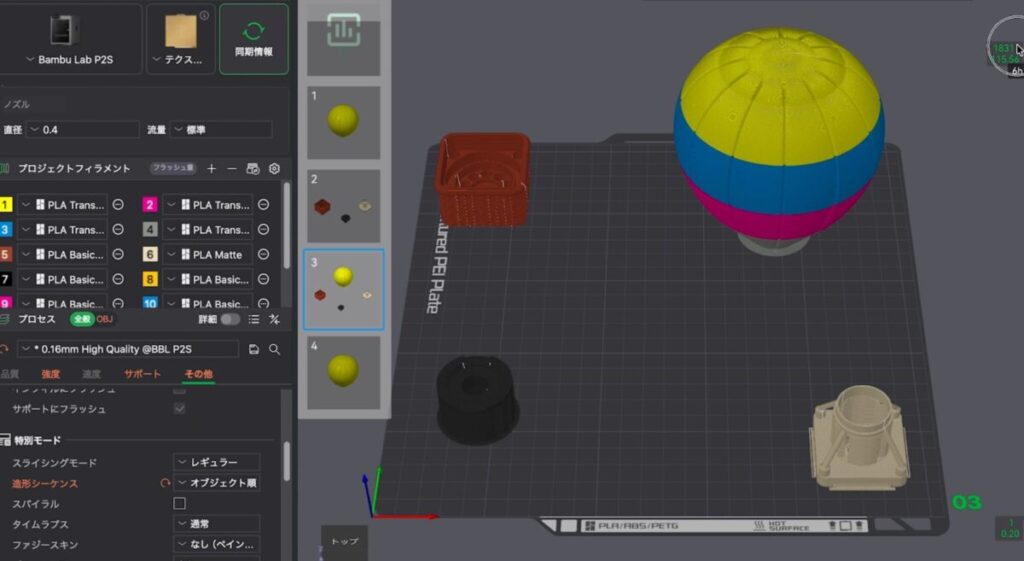
オブジェクト順プリント:複数のパーツを効率的に造形する
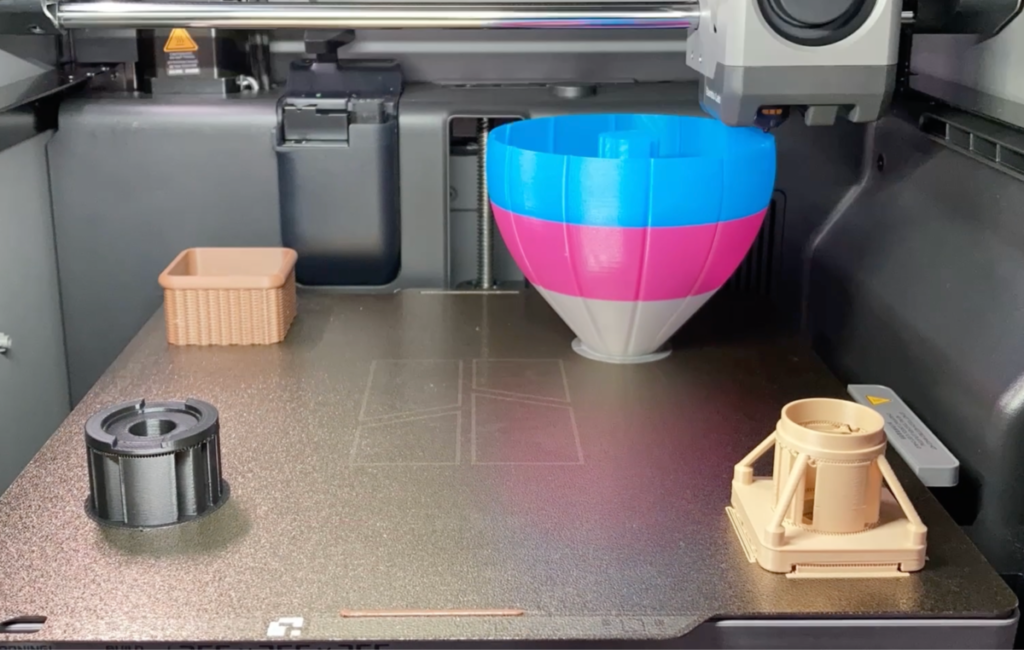
5つ目の小技は、1層ごとではなくモデルごとにプリントする方法です。
方法は、複数のオブジェクトを並べる際、造形シーケンスを積層順からオブジェクト順に変更するだけ。
たとえば、色違いの4つのオブジェクトを左後ろ・左手前・右手前・右奥の順に配置すると、1つずつ下から上へ完成させていくことができます。
オブジェクト順にプリントするメリットは、
が不要になること。
ツールヘッドがぶつからないようにオブジェクト同士の距離を十分にあける必要はありますが、作業効率が大幅に向上します。
最後のオブジェクトであれば高さがあっても問題ないため、配置を工夫することで複数パーツのプリントが非常に楽になるでしょう。
まとめ:絶対に知っておくべき5つの3Dプリント設定をマスターしよう
ちょっとした設定方法を知っているかいないかで、3Dプリント品の質は大きく変わっていきます。
今回紹介した5つの設定は、カンタンに取り入れられるので、
これは知らなかった!
というノウハウがあった方は、ぜひ次回の3Dプリントに活かしてみてください。
動画でレビューをチェックしたい方はこちら!
この記事の内容はYouTubeでも動画で解説しています。
実際の装置の動きを含めた、動画ならではの内容が盛りだくさんの解説をお楽しみください!