こんにちは、管理人のウノケンです。
今回は、
初心者から中級者必見!見た目と精度を劇的に向上させる3つの設定
を詳しく解説していきます。
性能向上が進み、経験の浅い人でも簡単に扱えるようになってきた3Dプリンター。
それでもなお、ユーザーの知識や経験値次第でプリント品の仕上がりに大きな差が出てくるのは確かです。
そこで当記事を読んで、3Dプリント品の見た目や寸法を改善させるための3つの設定をしっかり身につけていきましょう!
また、3つの設定の操作方法はYouTubeでも実践解説しています。
動いている様子を見ながらチャレンジしたい方は、動画も合わせてご覧ください。
動画でレビューをチェックしたい方はこちら!
この記事の内容はYouTubeでも動画で解説しています。
実際の装置の動きを含めた、動画ならではの内容が盛りだくさんの解説をお楽しみください!

3Dプリンターのスライス設定を使いこなす!見た目が劇的に変わる3つの設定
3Dプリントで避けて通れないのが、シームの盛り上がりや寸法の誤差といった問題です。
せっかく設計したパーツがうまくはまらないと、がっかりしてしまいますよね。
ここでは、見た目の美しさと寸法精度の両方を向上させるための重要な設定を3つ紹介します。
これらの設定を使いこなせば、継ぎ目を目立たなくし、設計データ通りの正確なパーツを作成することが可能になります。
早速、習得していきましょう!
スカーフシーム:ボコッとした継ぎ目を目立たなくする

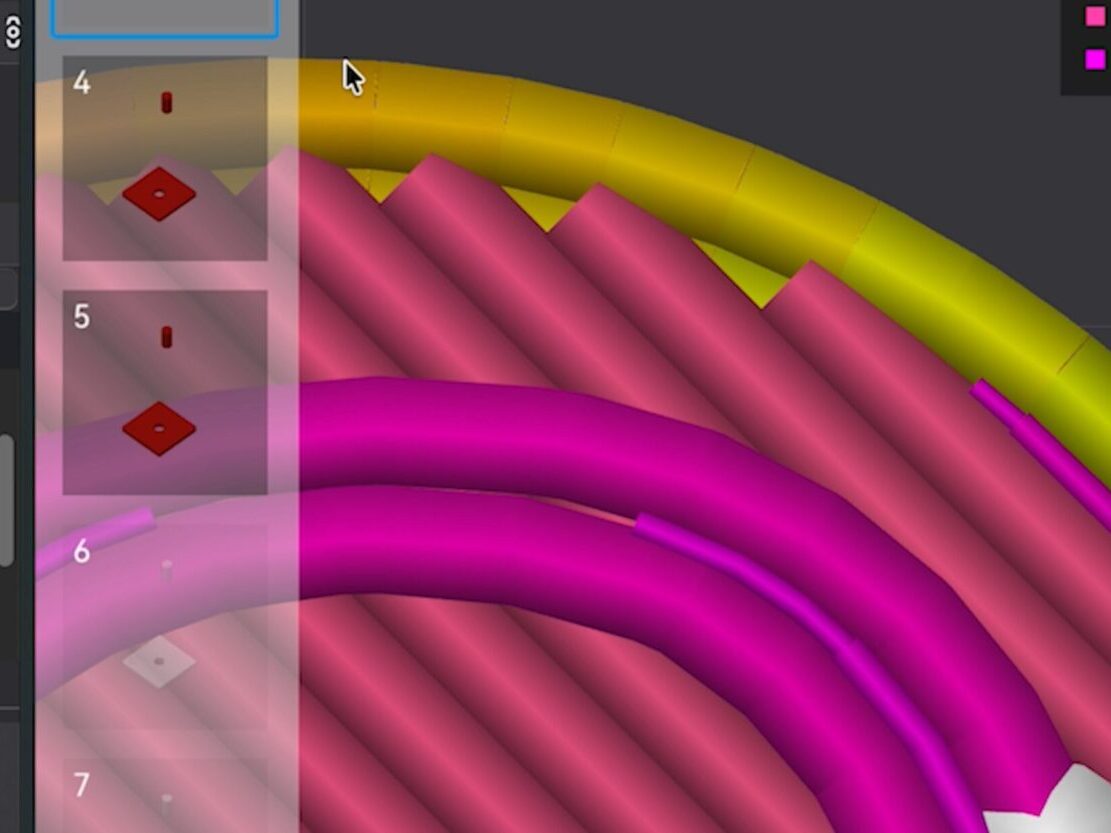
1つ目の重要設定は、プリント品のシームを滑らかにするスカーフシームです。
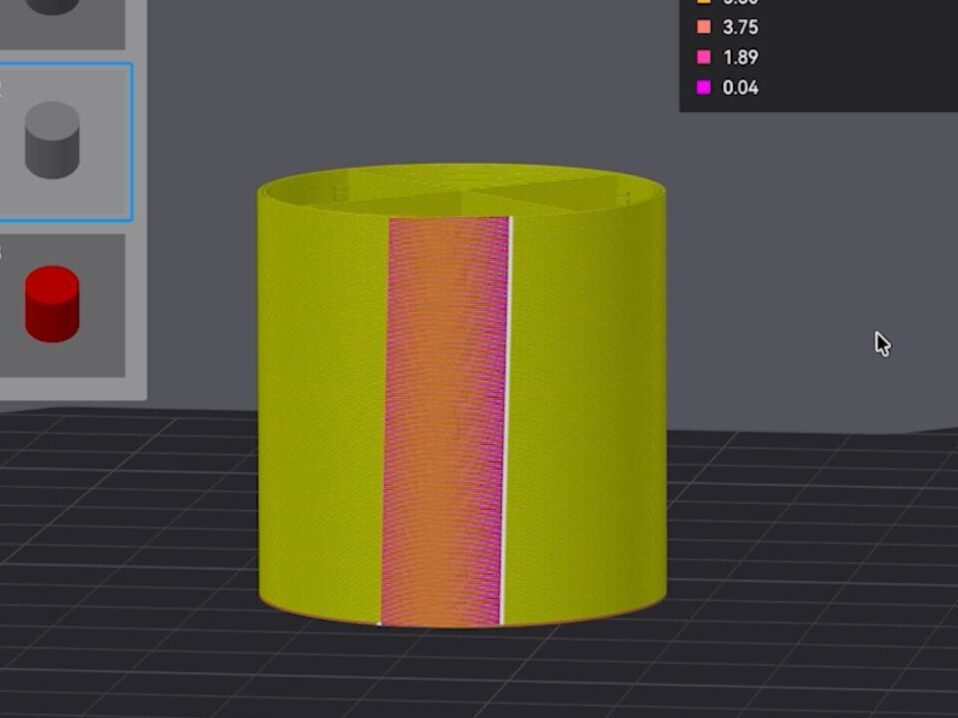
例として円柱をプリントすると、1層の始まりと終わりが重なる部分が縦筋のように盛り上がってしまいます。
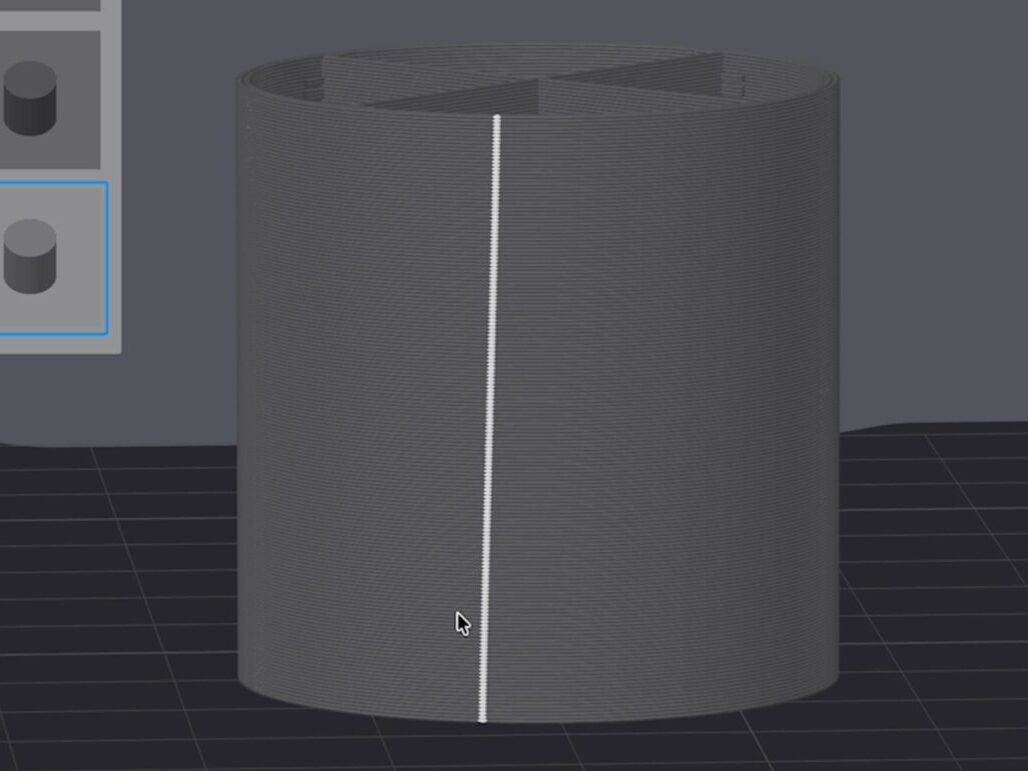

そこでスカーフシームを適用すると、1点で重なっていたシームが徐々に流量を変化させながら重なるようになり、盛り上がりを防ぐことができます。
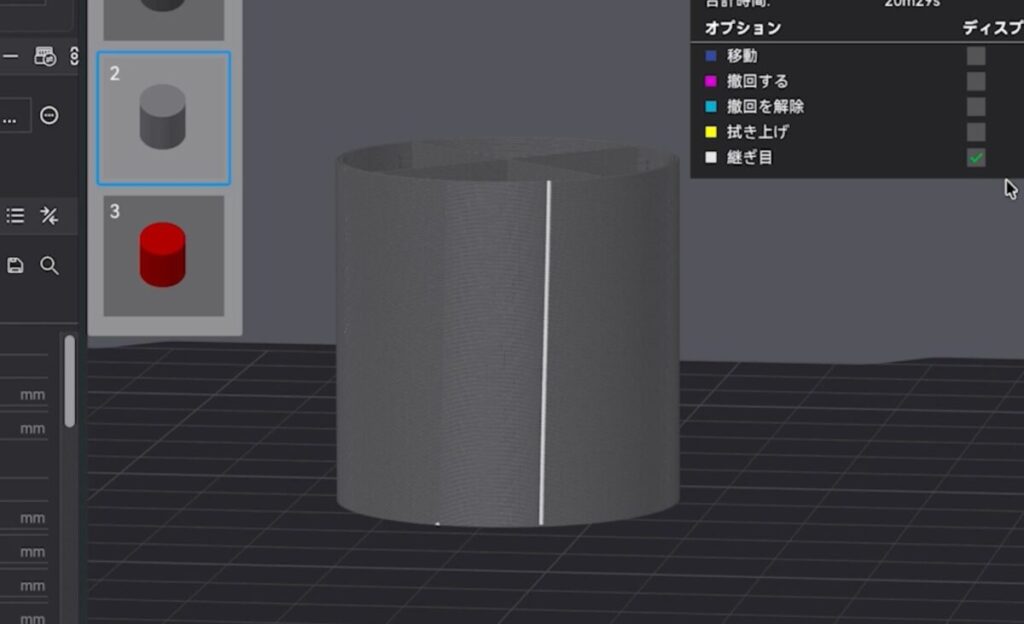
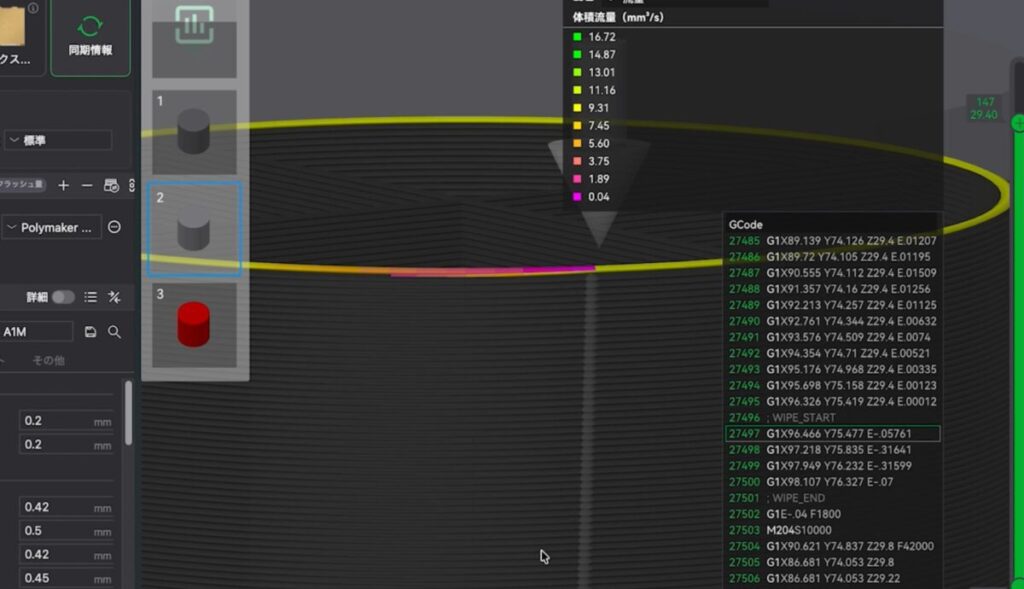
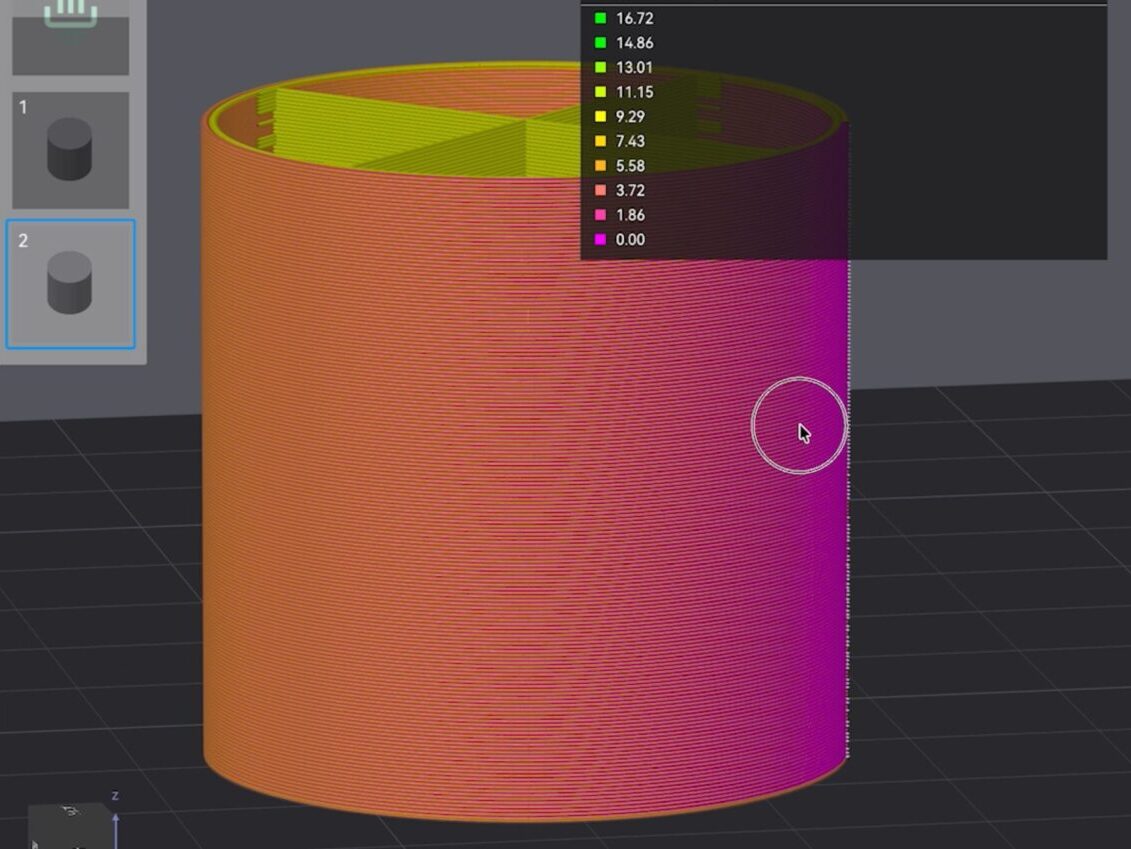
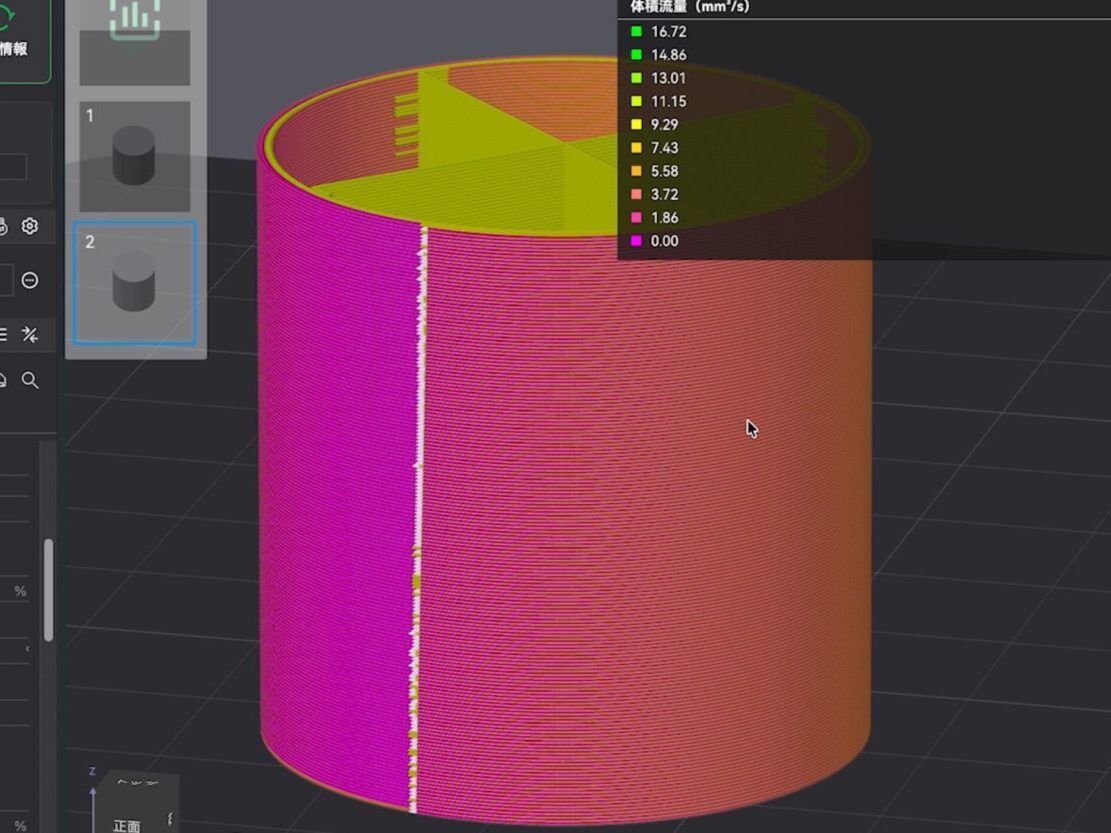
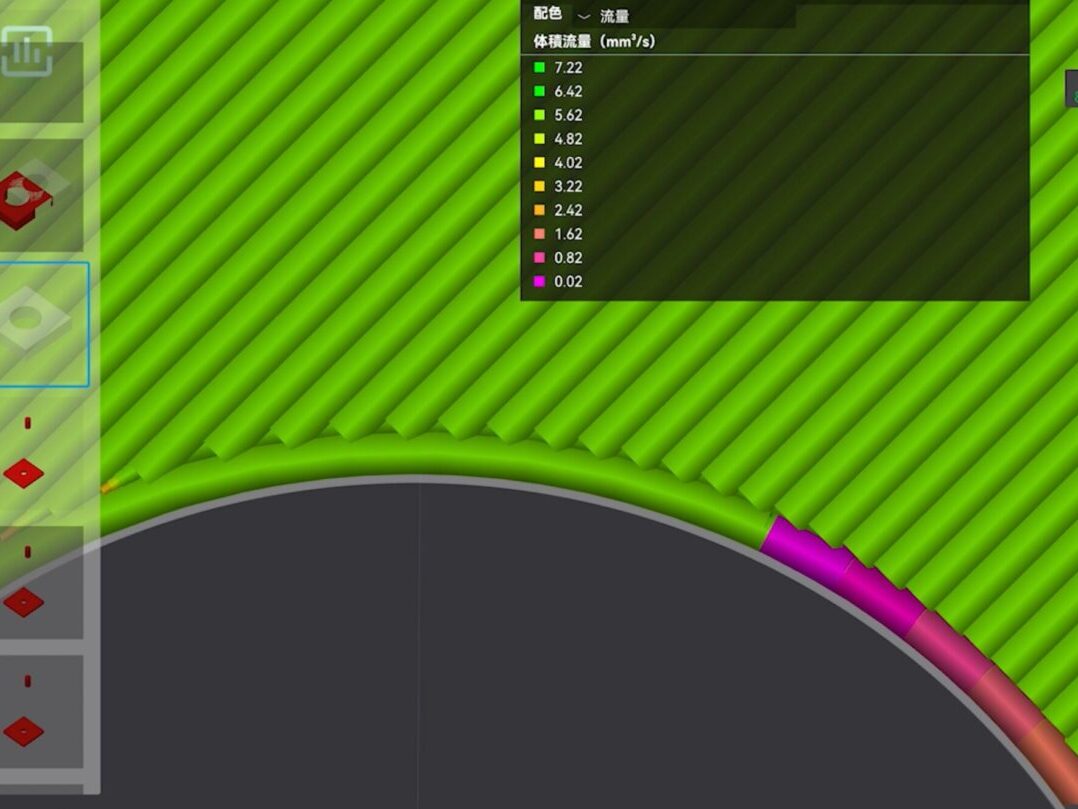
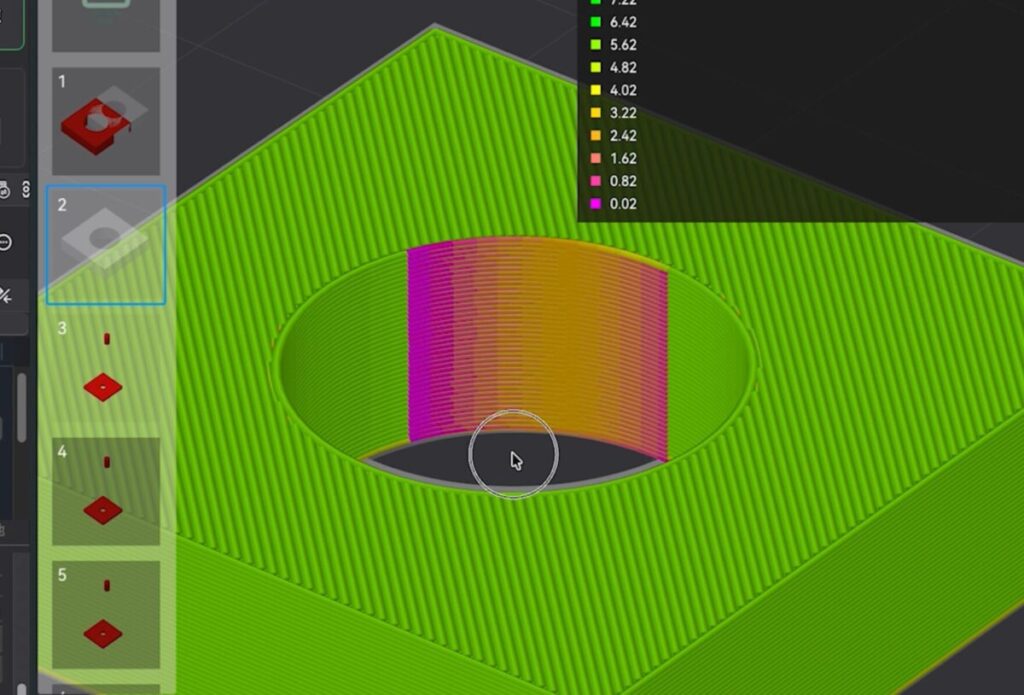
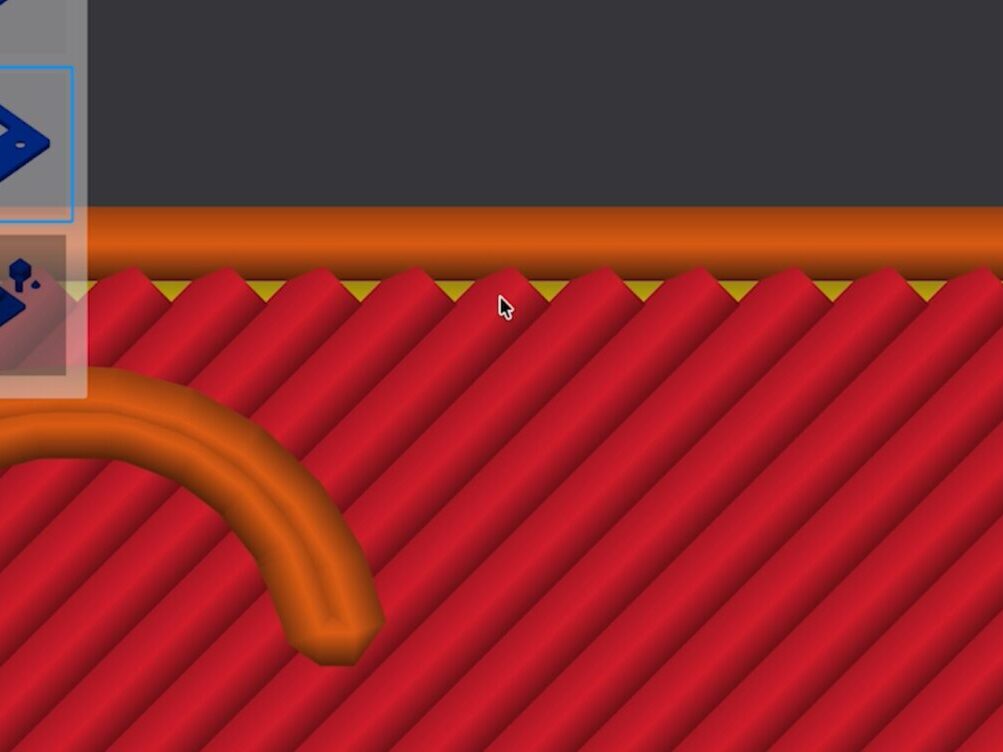
一見、ただのシームのように見えますが、流量の表示に切り替えると明らかな違いが見て取れるでしょう。
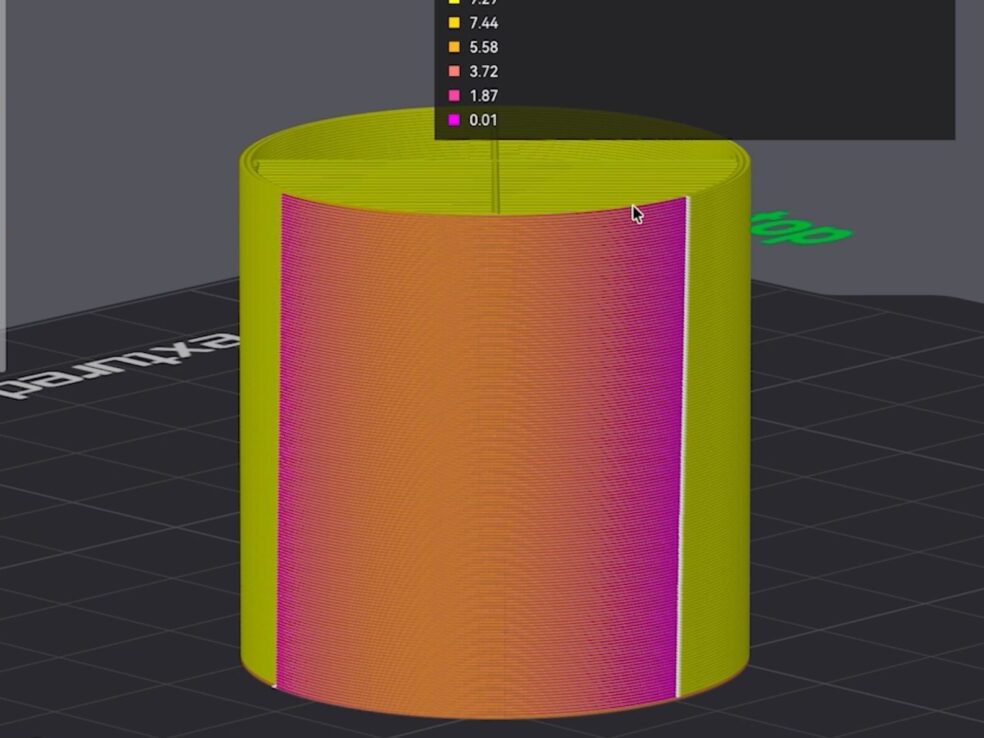
ここでもう少し、スカーフシームの仕組みの理解を進めていきましょう。
具体的には、ただ流量を下げているのではなく、赤色から黄色へと徐々に流量が増えています。
さらに、1周して戻ってきたあとには、また黄色から赤へと流量が次第に減少し、スタートの部分と一部重なっていることがわかるでしょう。
つまり、スカーフシームは通常1点で重なるシームを少し範囲を広げて徐々に重ねるようなイメージで、ボコッとした盛り上がりになるのを防いでくれるのです。
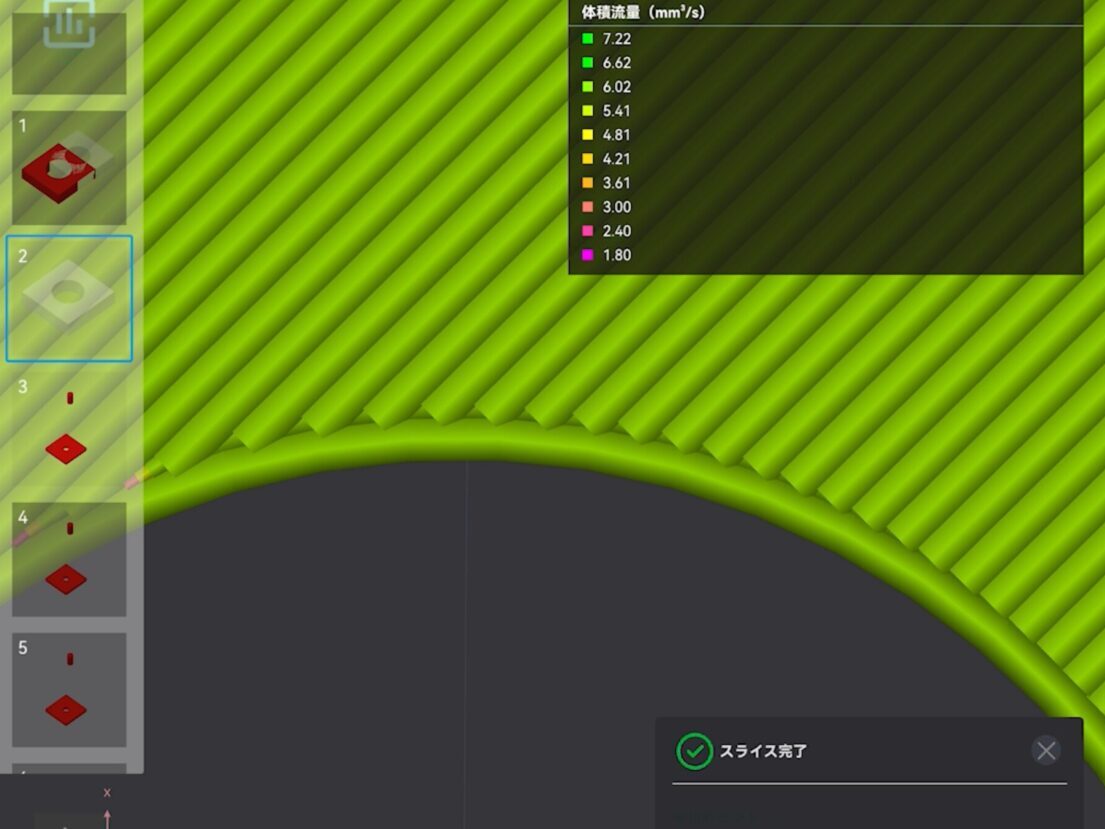
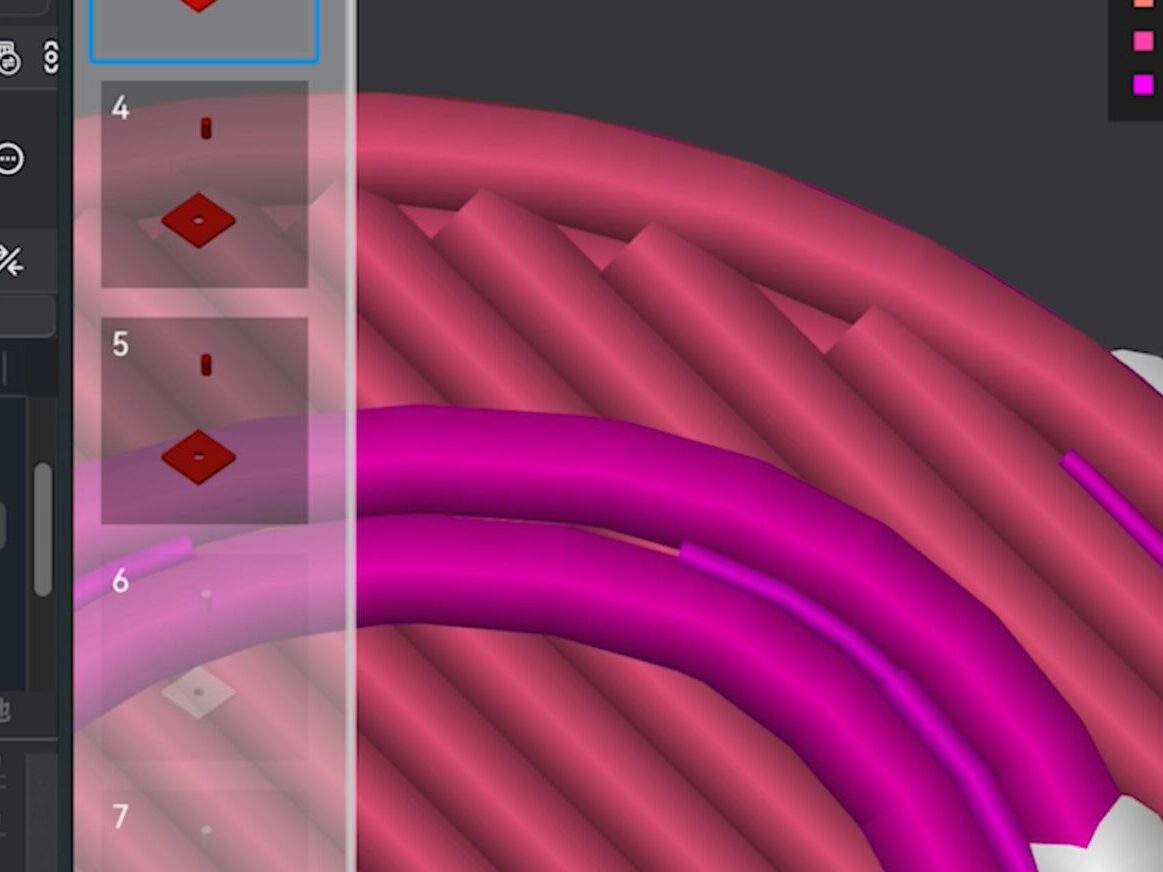
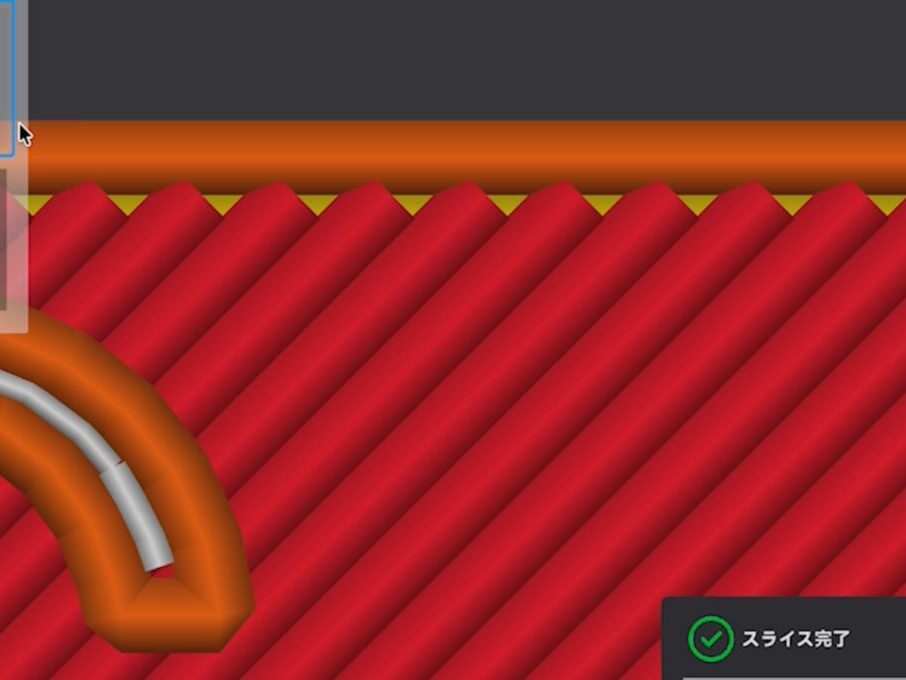
さらに、“壁全体にスカーフを巻く”という設定も有効です。
1層あたり4周することになりますが、縦筋が非常に薄くなり横への広がりもなくなります。

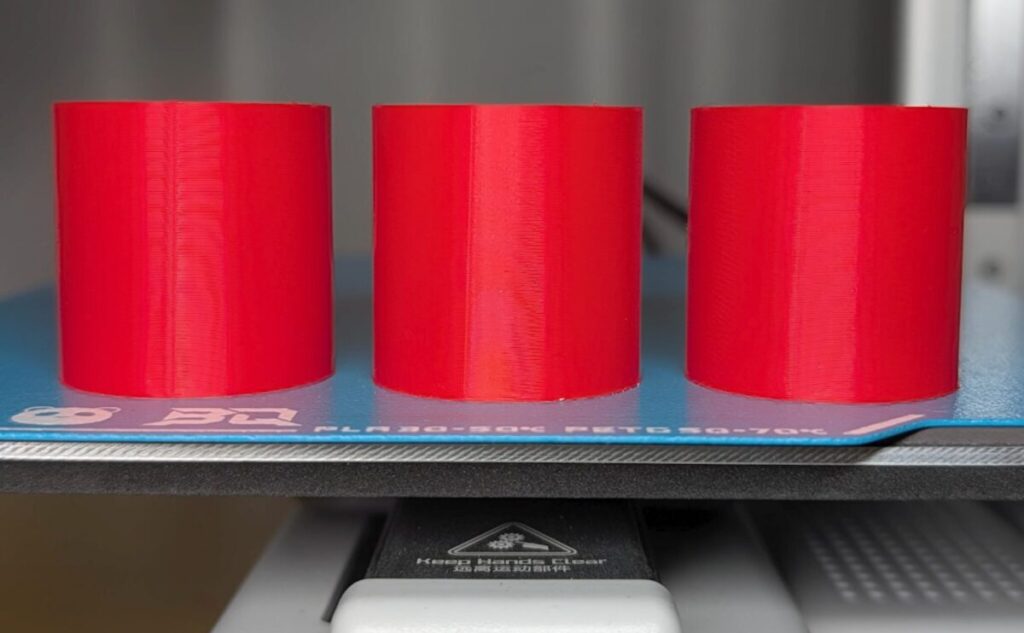
スカーフシームの3Dプリント事例
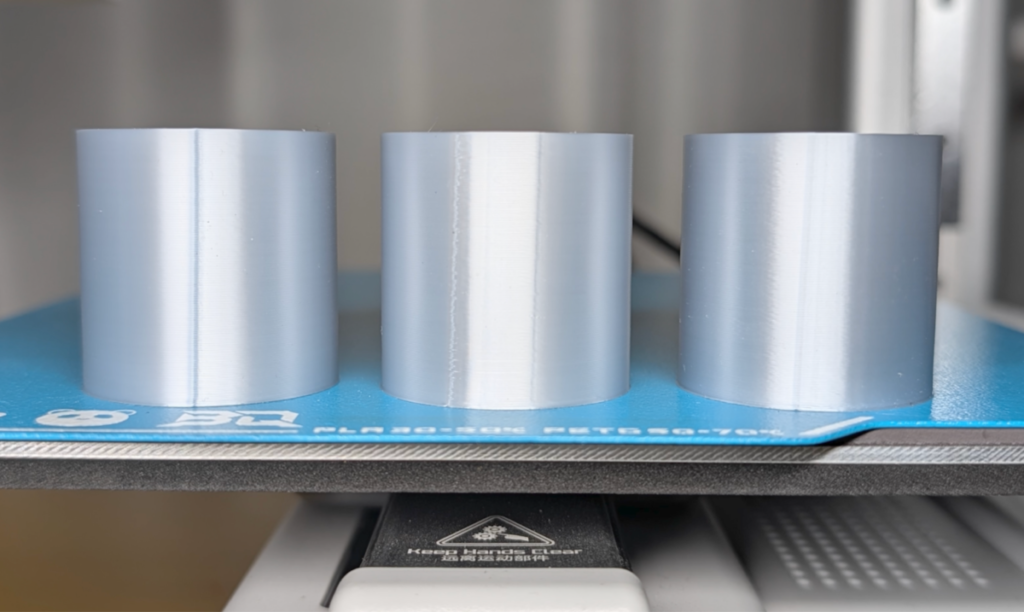
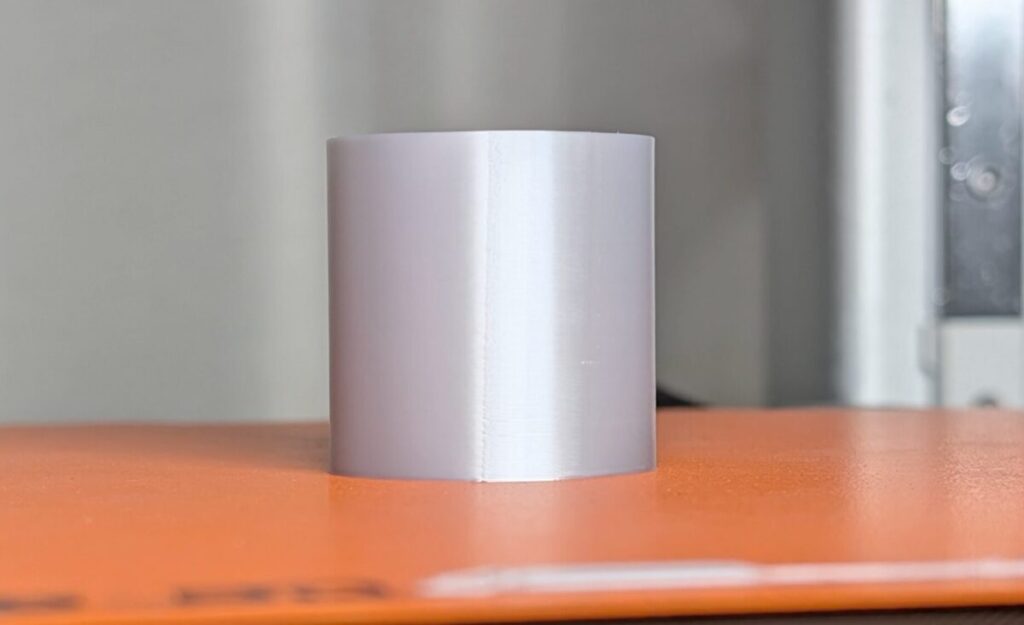
実際に3Dプリントしたスカーフシームの効果を比較してみましょう。
“壁全体にスカーフを巻く”設定でプリントしたケースでは、うっすらと縦筋はまだ残りますが、部分的なスカーフシームで見られた横への広がりはほとんど感じません。
ちなみにプリント時間に関しては、
となります。
品質とプリント時間とのバランスも見つつ、見た目だけでなく寸法精度を上げるためにも活用したい設定でしょう。
ちなみに、光沢のないフィラメント(例:シルクPLA)であればより目立たなくなるため、おすすめです。

自動円輪郭穴補正:真円のパーツをピッタリはめ込む
2つ目の設定は、寸法の誤差を修正する自動円輪郭穴補正です。
日本語だとよくわからない設定名ですが、例を見ながらその仕組みを理解していきましょう。
まず、3Dプリントしていて、こんな経験はありませんか?
同じサイズでプリントしたはずなのに、なぜか入らない…!
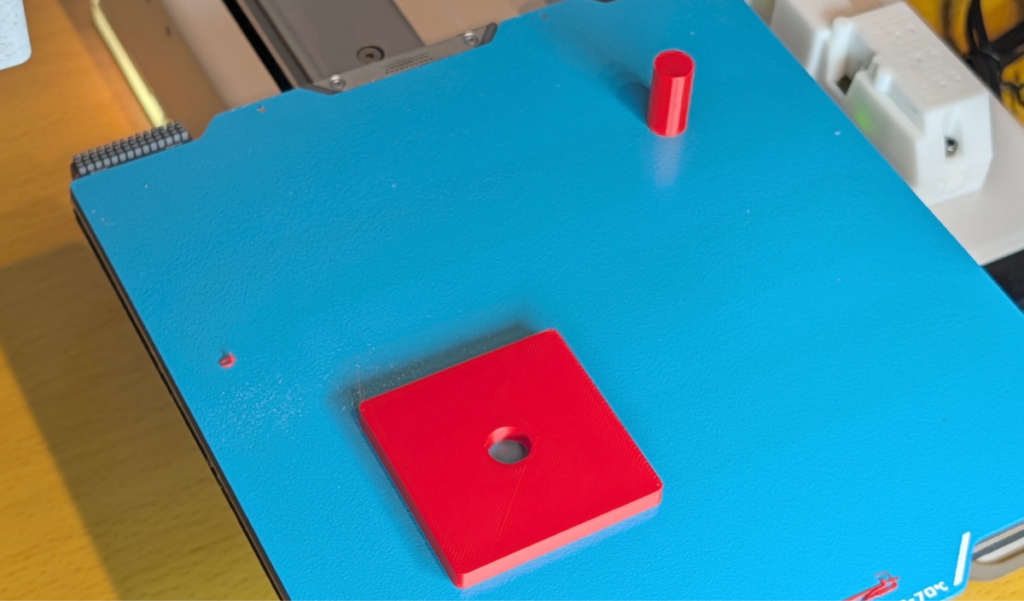
たとえば、丸い穴の空いた板と、同じサイズの円柱をデフォルト設定でプリントしてみましょう。
すると、“同じサイズのはずなのに”円柱が穴に入りません。
それはなぜか。
原因はさまざまで、3Dデータの寸法と実際のノズルが動くパスに変換するときに誤差が生じていたり、樹脂の収縮が影響していたりと、色々な“悪さ”が生じています。
そこで登場するのが、自動円輪郭穴補正。
自動円輪郭穴補正を活用すると、指定した円の輪郭と穴が少しだけ外側に広がってスライスされます。
さらに、ボコッとした盛り上がりを防ぐスカーフシームも自動で適用されるため、精度がより高まります。
ちなみに自動円輪郭穴補正はその名の通り、輪郭にも適用されます。
自動円輪郭穴補正の3Dプリント事例とエレファントフット
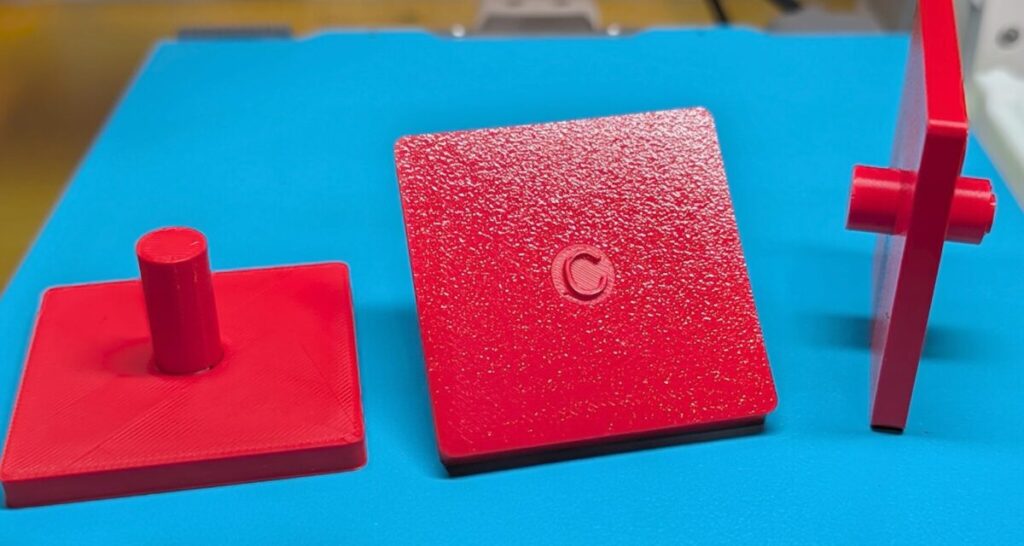
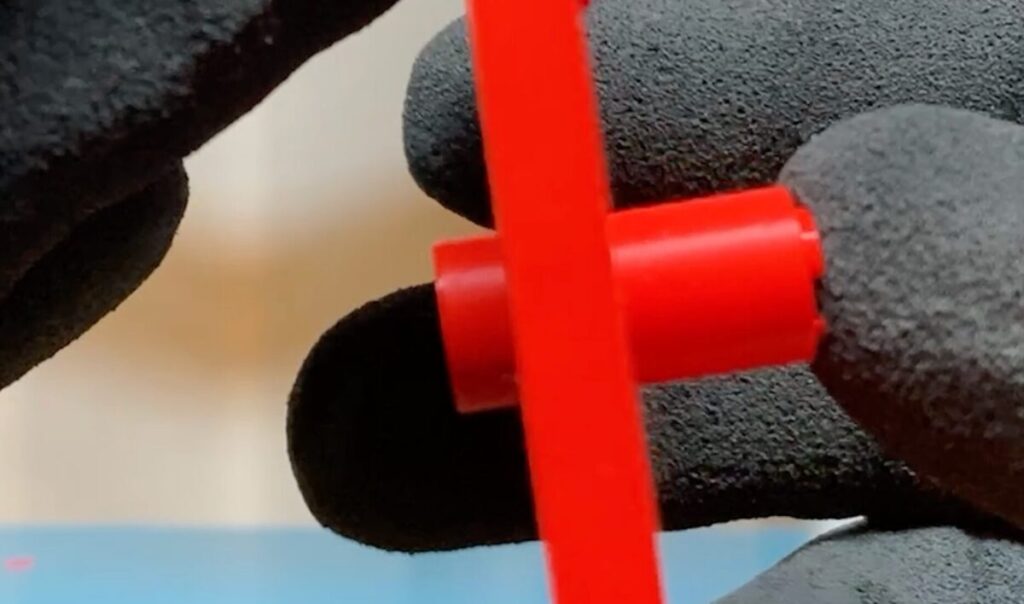
それでは実際に3Dプリントをして、今度こそパーツ同士のサイズが合うのかどうか検証していきましょう。
まず、自動円輪郭穴補正を適用したバージョンでプリントしてみたところ、板に円柱を差し込むことに成功。

ですが、板の底のところで引っかかってしまい最後まで通りません。
原因は、エレファントフット(象の足)です。
これはプリントの1層目がちょっと広がってしまう、よくありがちなエラー。
そのため、自動円輪郭穴補正に加え、第1層の広がりを防いでくれる“象足補正”という項目を活用し、それを0.2mmに設定してプリントしてみます。

すると、引っかかりがなくなり、円柱がスムーズに通り抜けられるようになりました。
ただし、フィラメントごとに最適化されているためか、Bambu Labのフィラメント限定の機能になっている点には注意が必要です。
さらに、XY平面上の直径50ミリ以下の真円にしか適用されないという制限があるため、その点も頭に入れておきましょう。
上記の課題を解決したい場合には、次項で紹介するホール補正と輪郭補正が有効です。
ホール補正と輪郭補正:どんな形状も高精度に調整する
自動円輪郭穴補正は非常に便利な設定ですが、
円形以外の補正をしたい
もっと自由度高く最適化したい
Bambu Lab以外のフィラメントを使いたい
というケースもあるでしょう。
そんな場合には、寸法を自由に調整できる“ホール補正と輪郭補正”が活躍します。
ホール補正に数値を入力すると、指定した数値の分だけ穴が外側に広がります。
輪郭補正では、モデルの外側の輪郭を広げるように補正してくれます。
つまり、ホール補正と輪郭補正は、それぞれ指定した数値だけ穴と輪郭を外側に広げるように補正してくれる機能ということです。
自動円輪郭穴補正と似ていますが、より汎用的に自由度高く補正できる点で有用でしょう。
ホール補正と輪郭補正の3Dプリント事例

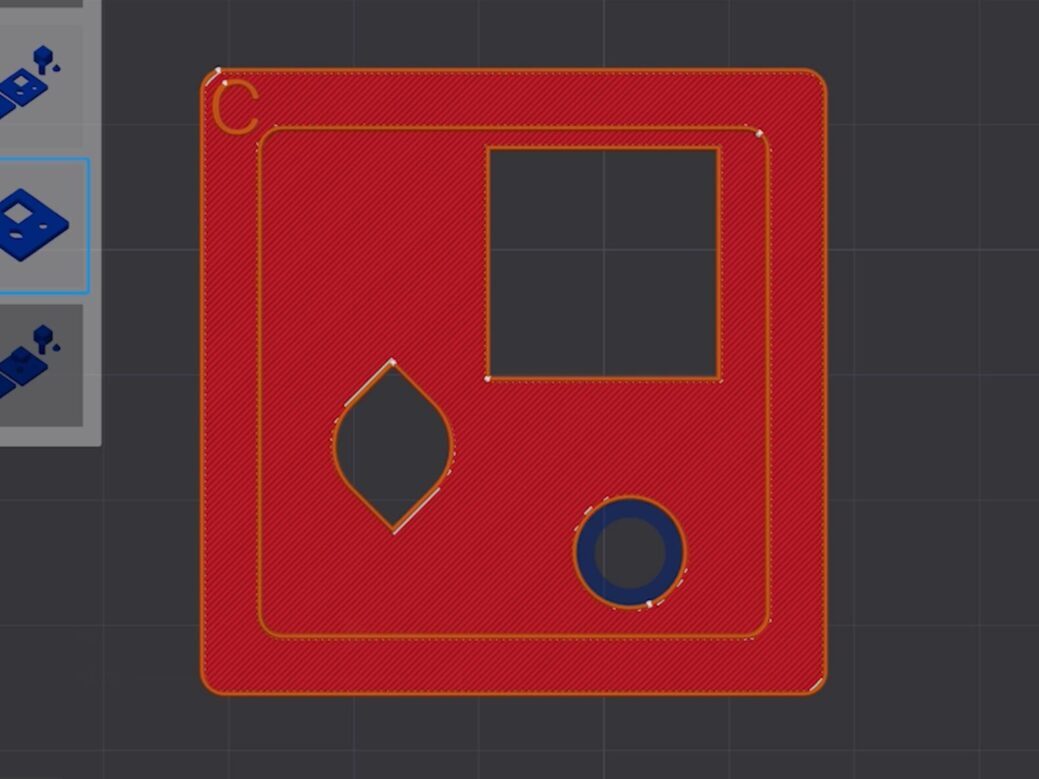
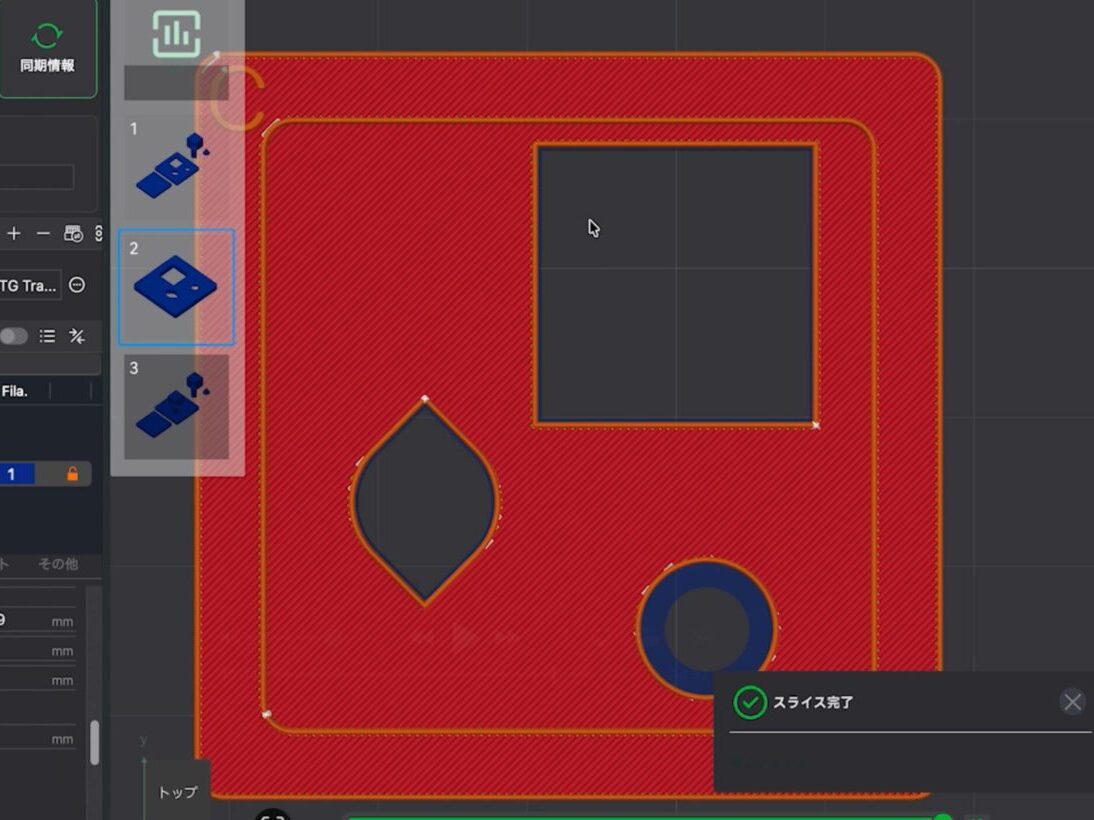
ホール補正と輪郭補正を適用したモデルで3Dプリントを行い、その精度を見てみましょう。
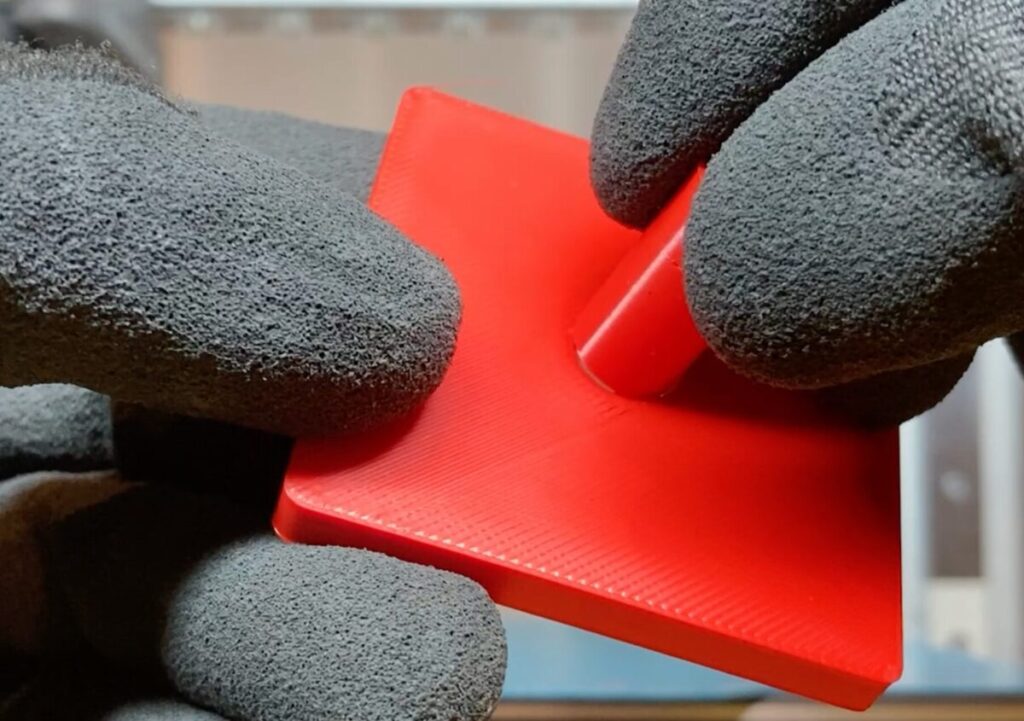
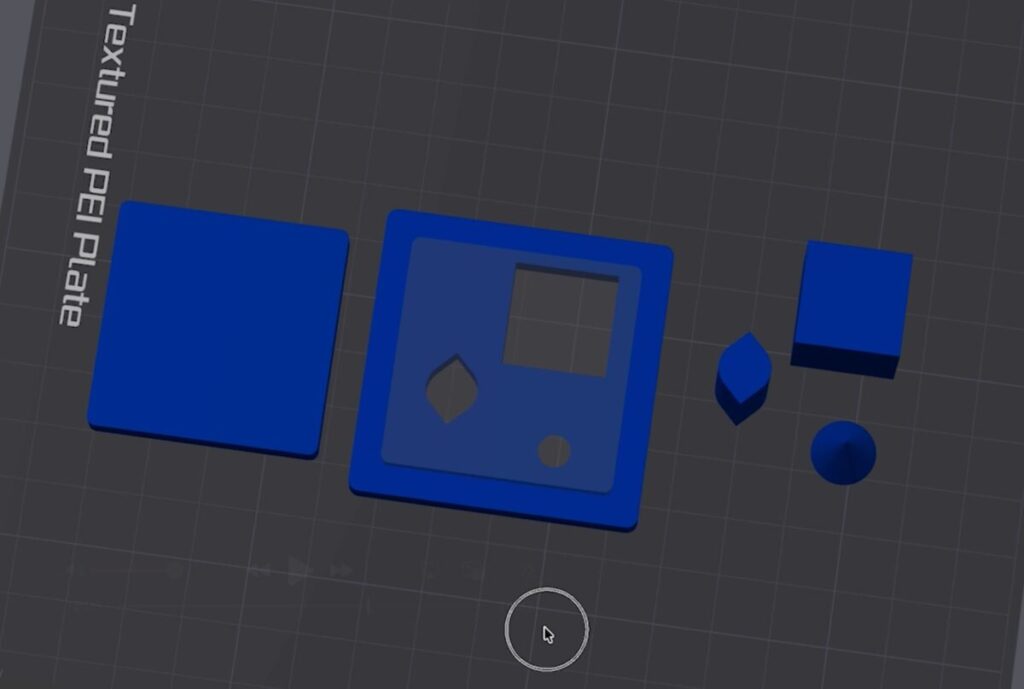
まずは、ひし形や正方形のパーツ。
補正値を0.2mmに設定してプリントしたところ、ひし形や正方形の穴にもパーツが余裕で通り抜けました。
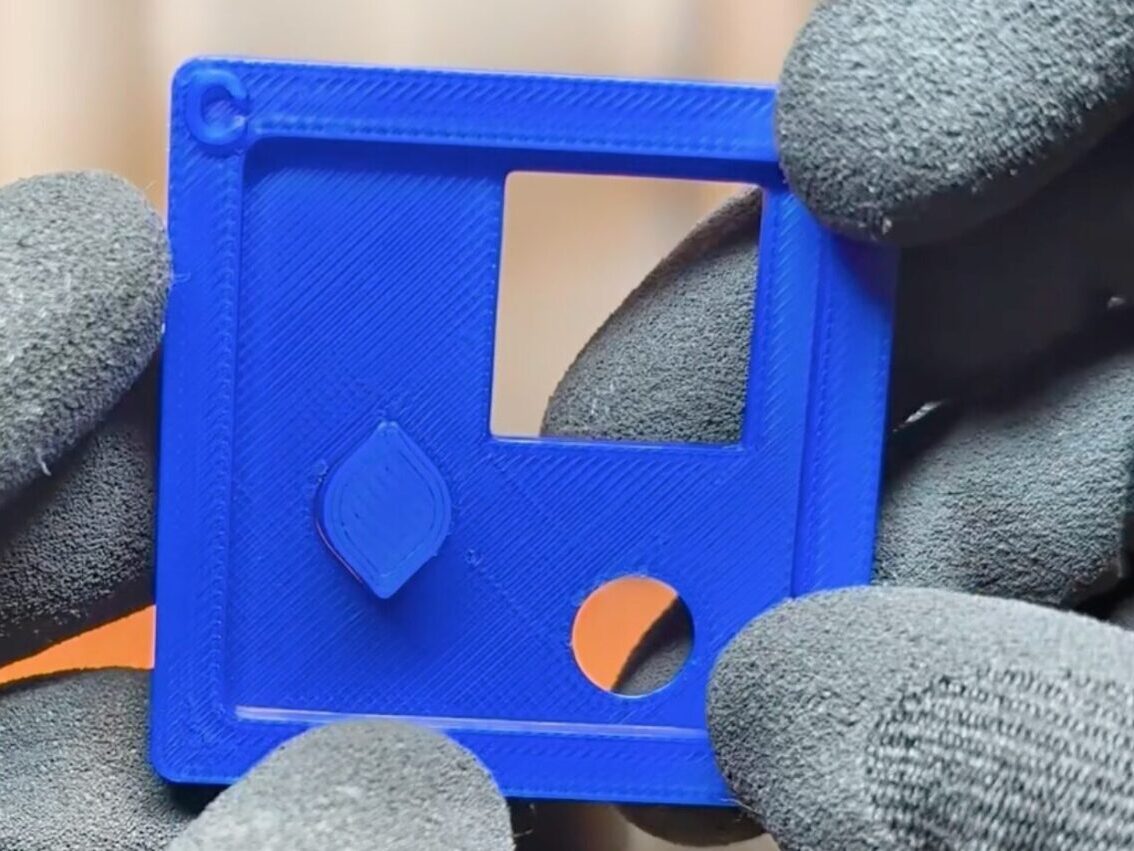

内側の枠の形状にも、きちんとハマりました。

ノギスで測定すると、補正前の内枠が39.66mmだったのに対し、補正後は40.16mmになりました。
その差は0.5mmで、ホール補正による0.2mmの補正が左右に適用された0.4mmよりも大きくなっています。
読み取り公差もあるかとは思いますが、数値と実際には多少のズレがあるようです。
ちなみに、内側にはめた板は39.77mmで、補正前後の間のサイズです。
補正前はハマらず、補正後は余裕で通り抜けるた(少しスカスカだった)ことも納得でしょう。
そして、輪郭補正に関しては、補正前の板の外側が49.7mm。
補正後が50.25mmで、やはり0.5ミリほどの違いが生じました。
今回適用した0.2mmという値は、ホール補正・輪郭補正の両方で少し大きすぎたかもしれません。
0.1mmくらいから始めるといいかもしれないですね。
まとめ:3Dプリント品の見た目と精度を爆上げしよう

3Dプリント品の見た目と精度を向上させるために、知識は必須。
今回紹介した3つの設定を使いこなして、より高品質な3Dプリントを実現させてください。
動画でレビューをチェックしたい方はこちら!
この記事の内容はYouTubeでも動画で解説しています。
実際の装置の動きを含めた、動画ならではの内容が盛りだくさんの解説をお楽しみください!